





Runna knivar för att splitta tyg och läder
- Översikt
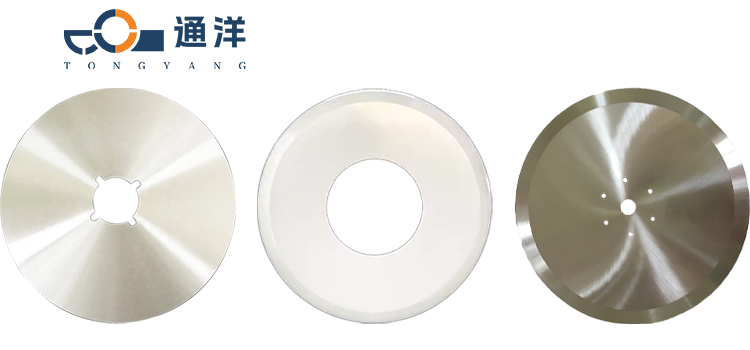
- Relaterade produkter
Materialklassificering
| Material | Egenskaper | Tillämpbar | Nackdel |
| Verktygsstål (t.ex. SK5, SK7) | Det har hög hårdhet (HRC 55-60), låg kostnad och ett skarpt skärningskant. | Vanligt tyg (bomull, polyester), tunnt läder (<2mm) | Det är benäget till rostning och kräver regelbunden underhåll. |
| Material: HSS (t.ex. M2, M35) | Det har hög hårdhet (HRC 60-65), stark motståndskraft mot smattrning och kan klara höga temperaturer. | Flermatiga tyg, medium till tjockt läder (2-4mm), sammansatta material | Det har en lång livslängd och är lämpligt för kontinuerlig drift. |
| Rostfritt stål (t.ex. 440C, 9Cr18MoV) | Det har utmärkt rustförsäkring (HRC 58-62) och stark korrosionsbeständighet. | Stoff med kemiska beläggningar, fuktiga miljöer, läder Produkter (som skomaterial, bagage och väskor) | Det behöver inte regelbundet behandlas mot rugg. |
| Cementkeramik (tungstankarbider WC) | Extremt hög hårdhet (HRC 70-80), med utmärkt slitagebeständighet och chockbeständighet. | Tjockt läder (>4mm), syntetiskt läder, flervågsduks | Det har en hög kostnad, och det är svårt att repara snickkanten. |
| Keramik (aluminiumoxid/zirkoniumoxid) | Utmärkt skarpt (snickens tjocklek är mindre än 0,1 mm) och fri från metalljonförlopp. | Högkvalitativa tyger (silk, icke-vävt tyg), precisionsskärning av skinn | Har hög spricklighet och är benägen till spetsförstoring. Koverterade skärredskap (TiN, TiCN-behandlingar) |
| Koverterade skärredskap (TiN, TiCN-behandlingar) | Hårdheten har förbättrats (HRC 65-70) och det har en låg friktionskoefficient. | Klibbiga tyger (som PU-skinn), högfrekvensskärningsscenarier | Minska materialförsamling och förläng tjänstelivet. |
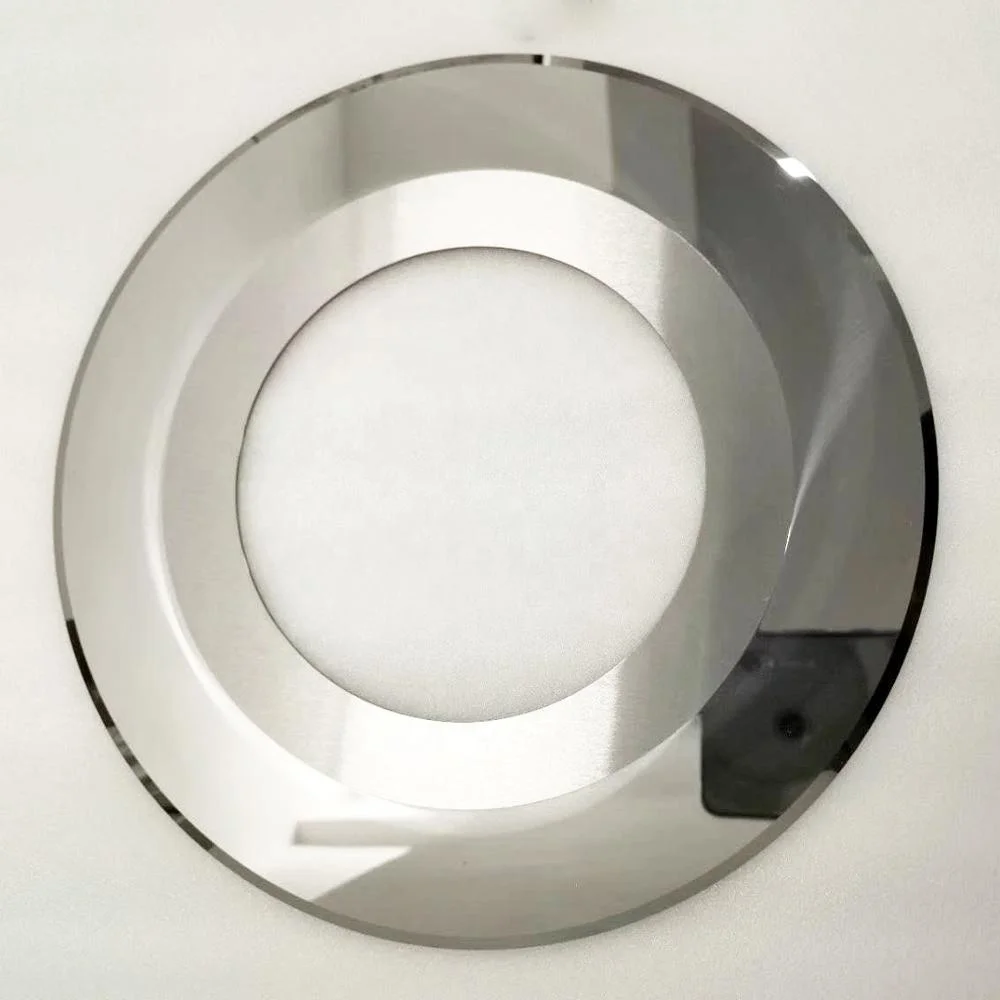
Vanliga specifikationer för skinhackare och tygskärning
hackare
För vanlig tygskärning med cirkulära knivar varierar diameter normalt mellan 50mm och 300mm, och Tjocklek
är 1-5mm. När man skär tunna tyger används vanligtvis en tjocklek på 1-2mm. När man skär tjocka tyger eller flera
Lager av tyger staplade tillsammans tillämpas vanligtvis en tjocklek på 3-5mm. Den vanliga öppningen är Vanligtvis 15-50mm
(vilket kan anpassas enligt skaftradien för utrustningen). Det finns Vanligtvis Två typer
bladtyp designer: platta blad och mikrotandade blad. Platta blad är generellt sett lämpliga för mjuk tyger (som
bomull och polyester), medan mikrotandade blad effektivt kan förhindra att material glider och är lämpliga för elastiska
tyger (som som spandex och vavat tyg).
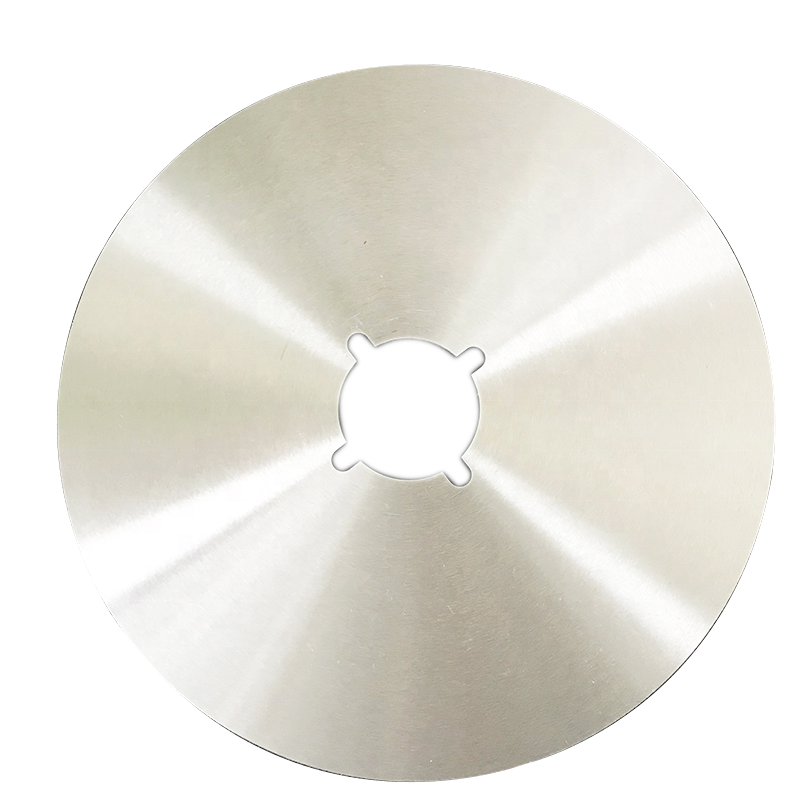
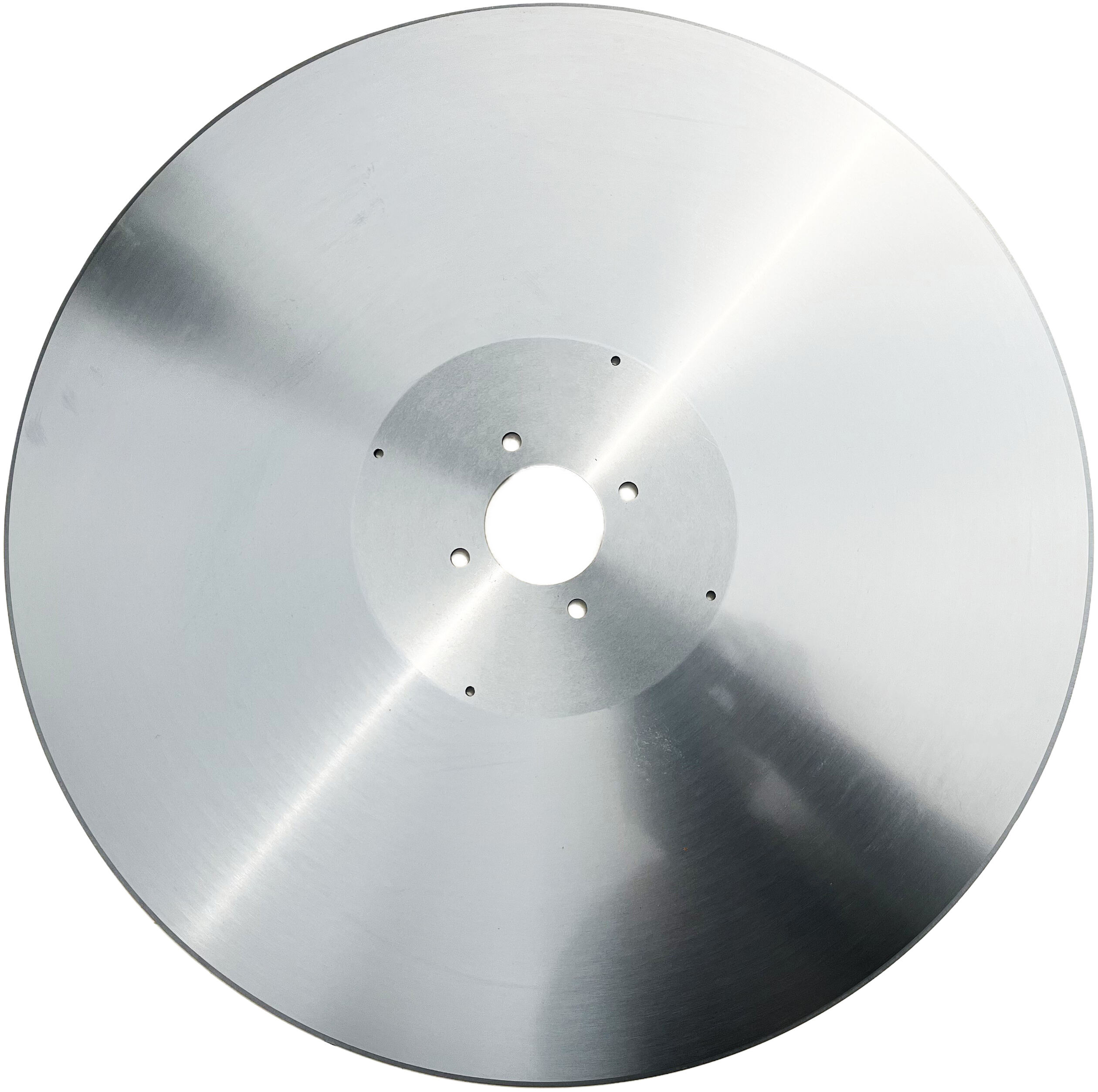
Diameter på den cirkulära kniven för skärning av skinn är 100-400mm, och den vanligt förekommande diametern är 150-300
mm. Tjockleken på bladet är 2-6mm, 2-3mm för tunnt skinn och 4-6mm för tjockt skinn. Den vanligt förekommande
öppningen är 20-60mm (vilket kan anpassas enligt axeldiametern på utrustningen). Generellt sett finns det
är två typer av bladsdesign: den grova sågbladskanterna ökar friktionen för att förhindra att skinnet
från Skjutande (lämpligt för naturligt skinn), och den vågformade bladkanten minskar skärningsmotståndet och är lämplig för
Andra produkter skinn (PU, PVC).
Våra Fördelar

Genom rimlig matchning av material och modeller kan skärningseffektiviteten höjas (för
exempel skärhastigheten för tyg är 50-100m/min, och för skinn är 20-50m/min), och samtidigt
kan livslängden på skärningsverktygen förlängas (vanligtvis 300-800 timmar, och för cementerade karbidverktyg
det kan nå över 1000 timmar). Det rekommenderas att välja den optimala lösningen enligt den specifika tjockleken
av material, utrustningsparametrar och kostnadsbudget.
Förslag på modellval
Genom rimlig matchning av material och modeller kan skär-effektiviteten förbättras (till exempel
är skärhastigheten för tyger 50-100 meter per minut och för skinn 20-50 meter per minut). Samtidigt
kan livslängden på skärningsverktygen förlängas (vanligtvis 300-800 timmar, och för cementerade karbidverktyg
kan det nå mer än 1000 timmar). Det rekommenderas att välja den optimala lösningen enligt den specifika
tjockleken av materialen, utrustningsparametrar och kostnadsbudget.







