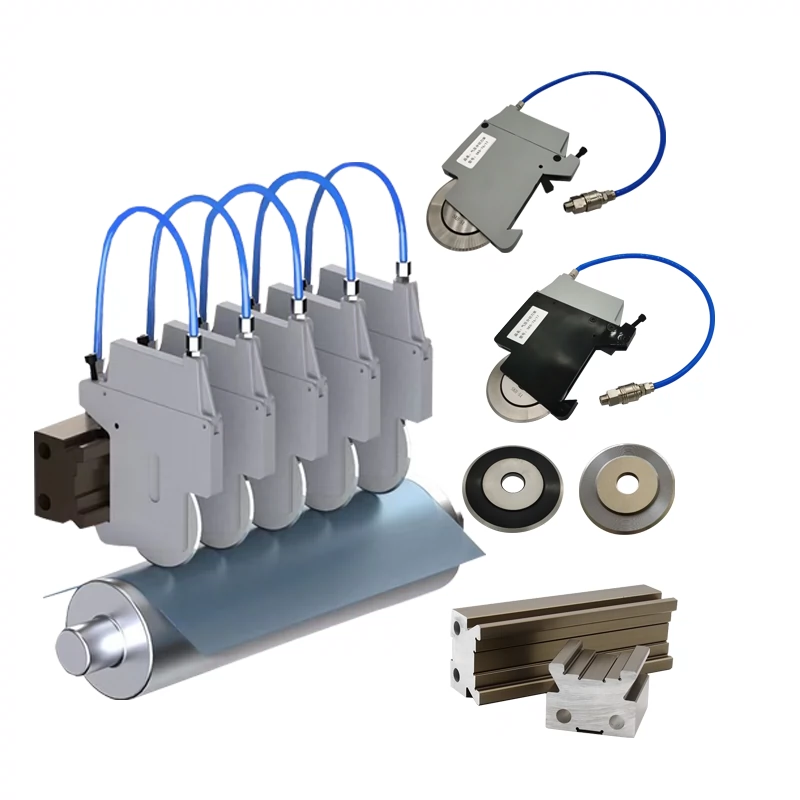



Cirkulära knivar för gummifabriker och plastprodukter
- Översikt
- Relaterade produkter
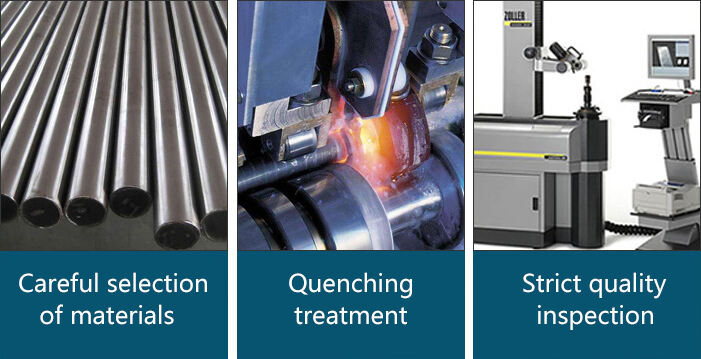
Materialval
| Material | Typiska kvaliteter | HRC | Egenskaper |
| Rostfritt stål | 440C, 304 | 58-60 | Det är korrosionsbeständigt (lämpligt för PVC som innehåller plastiseringar och silikonkummi), har en skarp skärkant och blir inte lätt klistrig på material. Det är lämpligt för mjukt gummi (som tillslutsband) och filmer (PE/PP). |
| Höghastighetsstål (HSS) | M2, M42 | 63-66 | Det är slitagebeständigt och har god spänstighet. Det är lämpligt för medelhård plast (ABS, PS) och gummi med inbäddade fibrer (som transporteringsband). Det blir inte lätt trasigt på skärkanterna vid höghastighetsskärning. |
| Svetsmetall (Tungsténstål) | YG6, YG10 | 89-92 | Med extremt hög hårdhet är den motståndskraftig mot smärta och påverkan. Den är lämplig för hård plast (PC, nylon) och flerlagskompositgummi (däckflisor). Livslängden på skarpenheten är mer än 5 gånger längre än hos höghastighetsstål. |
| verktygsstål | SKD11, Cr12MoV | 60-62 | Den har låg kostnad och är lämplig för vanligt gummie (EPDM) och mjukt PVC. Den kräver regelbunden skarpning av kanterna (med en livslängd på cirka 100-200 timmar). |
Andra produkter av metall
Keramik (Alumina/Zirkonia)
Egenskaper: Hårdheten är över HRA 90. Den är skarp utan burkar och kemiskt inaktiv (inte klisterig mot materialen).
och har relativt hög sprickkänslighet.
Användningsscenarier: Precisionsspelpartier i plast (medicinska katetrar, optiska filmer) och skärning av silikonkummi.
CVD/PVD-beläggningar
Egenskaper: Högfartsstål / cementerat karbidbas + TiC/TiAlN-beläggning. Härden ökas till
över HRC 70, vilket minskar friktionen och motstår korrosion.
Användningsscenarier: Högfartsskärning ( > 500m/min), som i produktionslinjen för bilsegelsband
Typval

Storleksklassificering
| Klassificering | Storlek | tillämpa |
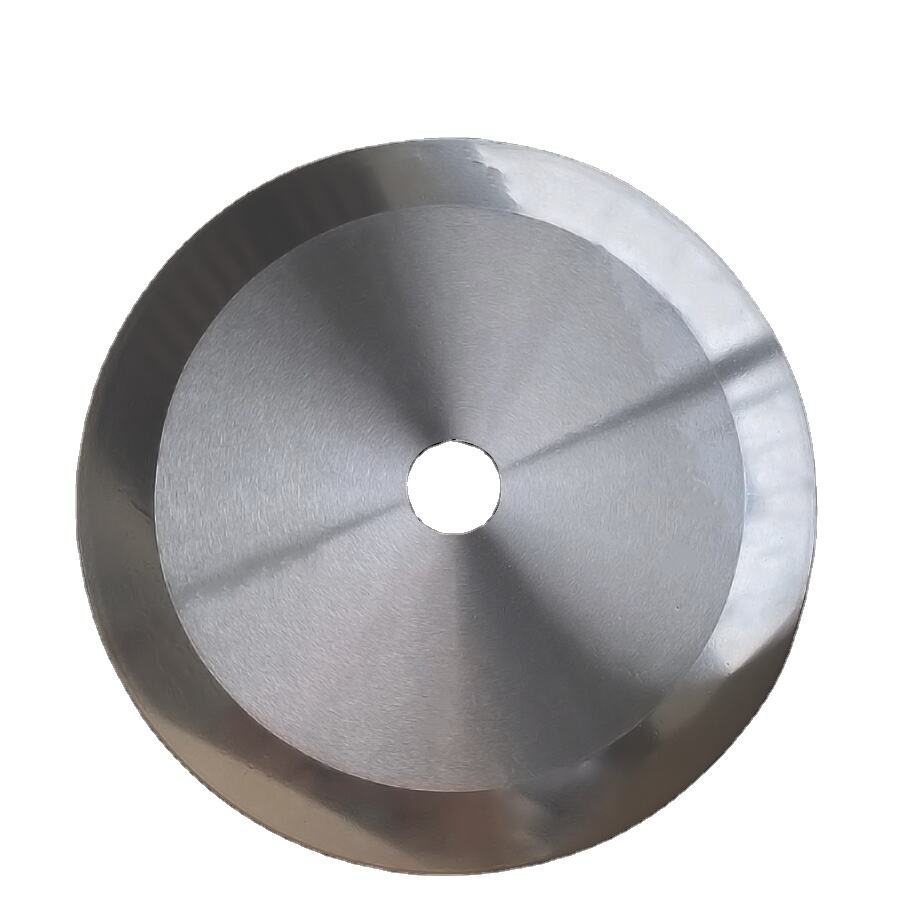
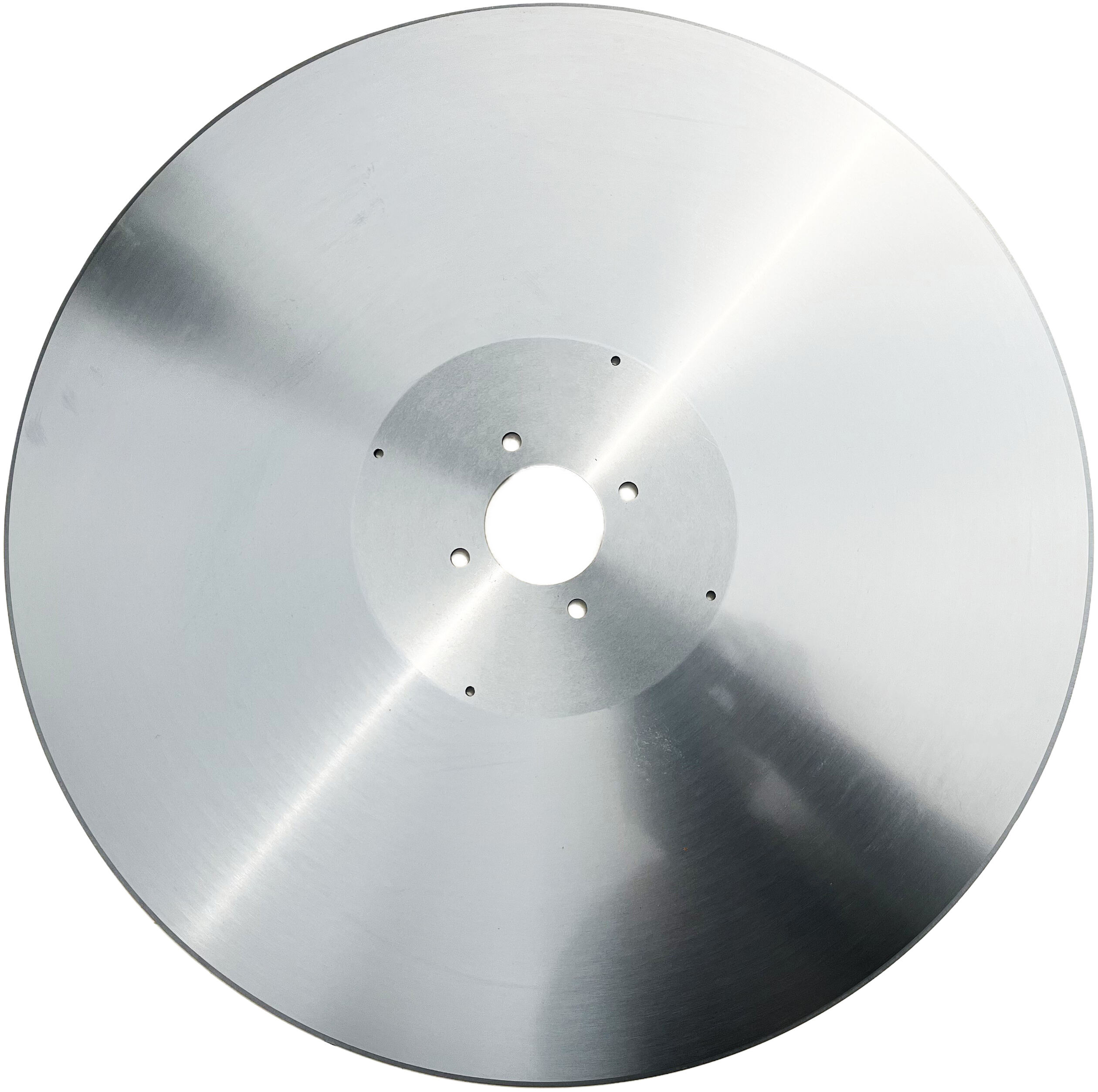
| Diameter (φ) | φ50mm - φ500mm (Anpassad enligt efterfrågan) | φ100mm (Filmskärning), φ300mm (Gummidammetskärning) |
| Tjocklek (T) | 0.5mm - 6mm (Tjockleken påverkar skärresistensen) | 1mm (Lätt gummijord), 3mm (Hård plast) |
| Hålet Diameter (d) | φ15mm, φ25mm, φ40mm (Matchas med axeldiametern på utrustningen) | φ25mm (Standard skarpmaskin) |
| Skärkantvinkel | 10°-25° (En spetsig vinkel minskar materialens dragdeformation) | 15° (Lätt gummijord), 20° (Hård plast) |
Modellklassificering
| Modell | Diametrar | Tjocklek | Skärkantdesign | Typiska Tillämpningar |
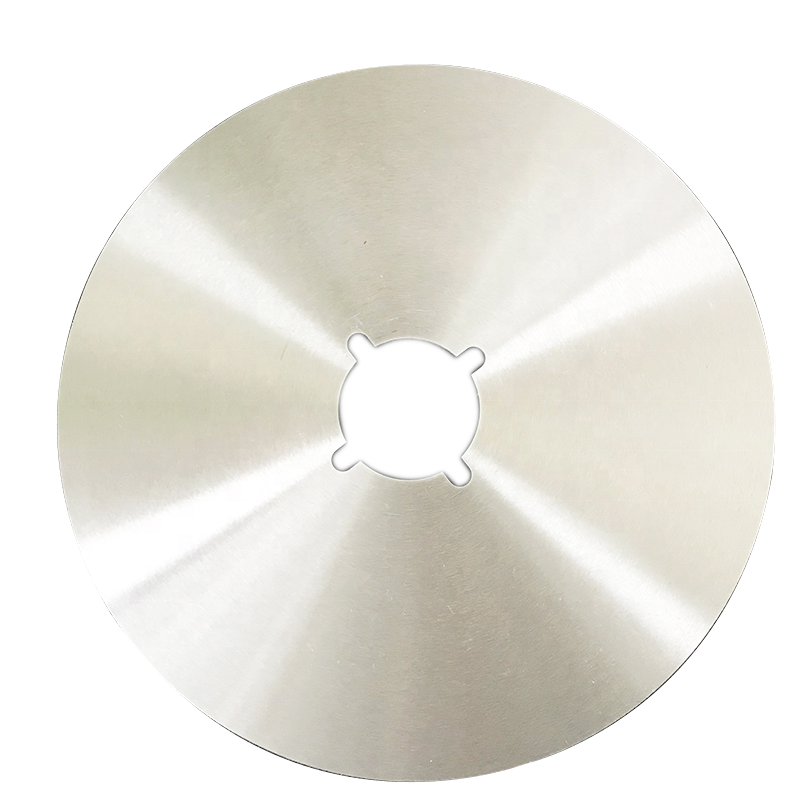
| Gummi skivningskniv | φ150 - φ400mm | 2 - 4mm | Platt kant / Mikrosägad kant | Gummilamrar (Sigillband, däcksidoväggar) |
| Plastfilm kniv | φ80 - φ200mm | 0.8 - 2mm | Spegelfinisering av kanten (Ra ≤ 0.4μm) | PE/PP filmer, optiskt grad PET |
| Cirkelkniv för hård plast | φ200 - φ500mm | 3 - 6mm | Stegkant / Snedkant | Skärning av PC-platser och acrylplatser |
| Noggrann Die-cutting kniv | φ20 - φ100mm | 0.5 - 1.5mm | Oregelbunden kant (Vågformad, tänderad) | Gummiseglingsringar, plastfästen |
Specialdesign (På begäran) - Serrad kant: Tandspacing är 0,5-2mm (till exempel 30 tänder per tum)
vilket förhindrar att släta plastmaterial (som PTFE) glider. - Helikalkant: Med en helikalvinkel på 3°-10° minskas
skärningsmotståndet (lämpligt för breda gummimattor). - Tom kant: Vatten passerar genom insidan för avkyling
(till exempel dissiperar värme vid höghastighetsskärning av polyuretan).
Underhåll och livslängd
Kantslipningscykel: Rostrugstål (80 - 150 timmar) < Högfartsstål (200 - 300 timmar) < Cementerat karbid (500
- 1000 timmar)
Förhandsbehandling mot klibbigkeit: Underhåll regelbundet med silikonolja eller PTFE-beläggning (för material som är benägna att klistra fast)
Faktorer som påverkar livslängden: Materialhården (till exempel plast med glasfiber försämras snabbare)
trubbig skärningskant (en trubbig kant leder till material rivning), och maskinens spänning (ojämnomförd spänning)
orsakar ojämn slitage av verktyget)