

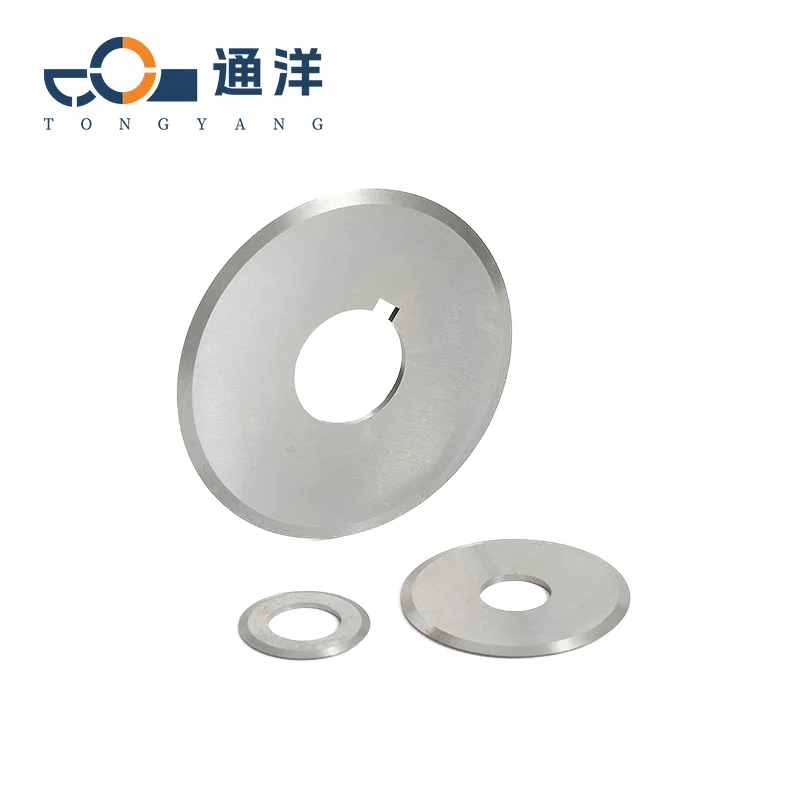



Kołowy nożownik metalowy
- Przegląd
- Powiązane Produkty

Typowe rodzaje materiałów
| Materiał | Typowy stopień | HRC | Charakterystyka i zastosowanie |
| Stal narzędziowa | SK5, SK7 | 55-60 | Niski koszt, ostry brzeg tnący. Nadaje się do tnięcia o niskiej prędkości (<50m/min) metali miękkich (stal niefosforyzowana, miedź). |
| Stal szybkotnąca (HSS) | M2, M42 | 62-68 | Odporny na wysoką temperaturę (600℃) i zużycie. Nadaje się do tnięcia o średniej prędkości (50-150m/min), takich jak stal konstrukcyjna i cienkie blachy z nierdzewnej stali. |
| Złączony twardometal | YG8 (WC-Co), YT15 | 89-93HRA (≈HRC70-75) | Ultra-wysoka twardość i opór na zużycie. Nadaje się do wycinania wysokich prędkości (150-300m/min), takich jak stal wypalana, żelazo szkielec oraz grube płyty z nierdzewnej stali. |
| Ceramika | Al₂O₃, Si₃N₄ | 91-94HRA (≈HRC78-82) | Wysoka twardość i niski współczynnik tarcia. Nadaje się do precyzyjnego wycinania na wysokich prędkościach (>200m/min) super-twardych metali (legity titanu, legity niklowe). |
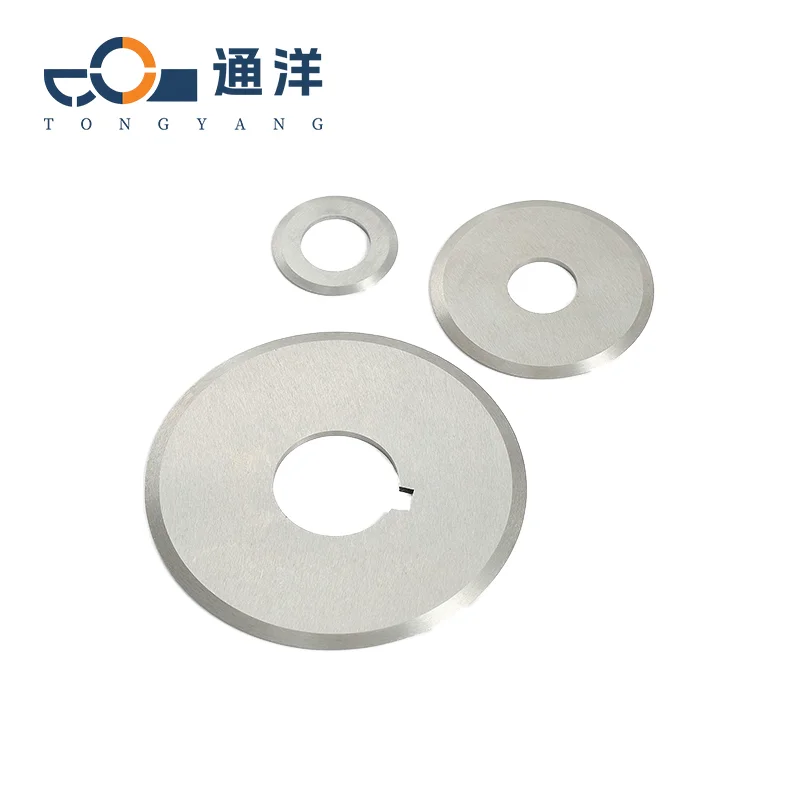
Zwykłe rozmiary, modele i specyfikacje
Ogólne specyfikacje
| Specyfikacja | Zakres (zwykłe wartości) | Wyjaśnienie |
| Średnica (Φ) | 50-600mm (często używane wartości to 100-400mm) | Dla wycinania płyt cienkich: Φ100-200mm; Dla płyt grubych / sprzętu wysokich prędkości: Φ200-400mm |
| Zakres (zwykłe wartości) | 1-10mm (wybierane zgodnie z grubością metala) | Dla cienkich blach (<3mm): 1-3mm; Dla blach średniej grubości (3-10mm): 3-6mm; Dla grubych blach (>10mm): 6-10mm |
| Średnica otworu (d) | 15-100mm (Dopasowane do średnicy wału urządzenia) | Powszechnie używane wartości to: 20mm, 25mm, 32mm, 50mm (dla dużego sprzętu) |
| Kąt krawędzi tnącej | Kąt nachylenia: -5° do +15°; Kąt odstepu: 5°-15° | Dla twardego metalu (np. stali utwardzonej): ujemny kąt nachylenia (-5° do 0°); Dla miękkich metali: dodatni kąt nachylenia (+5° do +15°) |
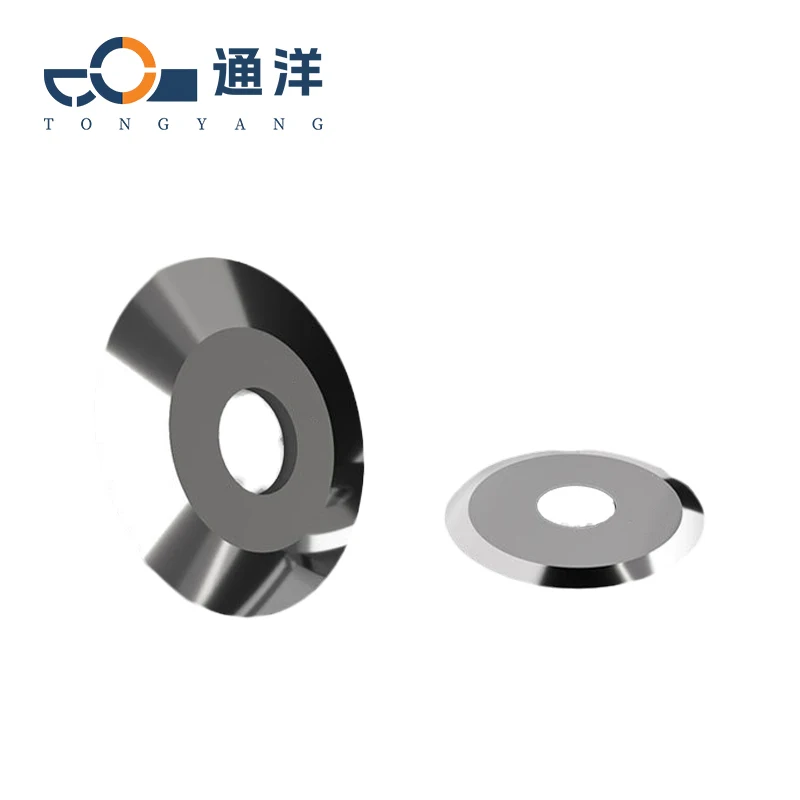
Projekt krawędzi tnącej
Krawędź płaska: Typ uniwersalny, odpowiedni do gładkich powierzchni metalowych (np. blach aluminium i cienkich
arkuszy z nierdzewnej stalı).
Krawędź zębata: Zwiększa siłę cięcia i zapobiega poślizganiu. Jest odpowiednia dla grubych blach (>5mm) lub
metali o wysokiej twardości (np. żelaza litanego).
Krawędź pokryta: TiN (uniwersalna), TiAlN (odporne na wysokie temperatury), CrN (odporne na korozyję), co może
zmniejsza tarcie i przyleganie narzędzia (na przykład przy wycinaniu z blachy nierdzewnej).
Krawędź falowana: Redukuje opór cięcia i jest odpowiednia do wycinania wielu warstw skumulowanych metali
(na przykład blach samochodowych).
Specjalne wersje
Nożycę kombinowaną: Wielokrotna liczba elementów nakładana (np. 2-5 sztuk), która służy do jednoczesnego wycinania
wielu warstw metali (na przykład blach dystrybucyjnych).
Nożyce o krawędzi schodkowej: Krawędź cięcia ma kształt schodkowy, a służy do obróbki metali o różnych
grubościach naraz (na przykład rur profilowych).
Nożyce ultracienkie: O grubości mniejszej niż 1 mm, służą do wycinania precyzyjnych komponentów elektronicznych
(na przykład folii miedzianej i pasemek aluminium).

Sugestie Wyboru (Zgodnie z Typem Cięcia Metalu)
| Materiał | Zalecany materiał | Typowy Model (Φ×T×D) | Prędkość cięcia (m/min) |
| Stal o Niskim Węglowodanach | Stal SzybkoCięta (M2) / Twardy Wiązek (YG8) | φ150×3mm×25mm | 80-200 |
| Niezardzewiala stal | Twardy Wiązek (YT15) + Nakładka TiAlN | φ200×5mm×32mm | 50-150 |
| Żelazo odlewane | Twardy Wiązek (YG6X) / CBN | φ250×6mm×50mm | 30-100 |
| Stal Zwężona (HRC>50) | CBN / Ceramic (Al₂O₃) | φ120×2mm×20mm (Precyzyjny) | 100-300 |
| Stop aluminiumowy | Diament (PCD) / Stal szybko-cięta (Przyplomenna TiN) | φ300×4mm×50mm (Wysoka prędkość) | 200-500 |
| Stop titanu | Ceramic (Si₃N₄) / CBN | φ180×3mm×25mm | 20-50 (Wymaga chłodzenia) |
Konserwacja i środki ostrożności
Najważniejszą rzeczą podczas procesu cięcia metali jest chłodzenie (używanie chłodzenia wodnego lub olejowego) aby
zapobiec przegrzaniu się krawędzi cięcia, co może wpłynąć na wydajność cięcia i czas użytkowania
noża cięcia.
Podczas normalnego użytkowania, dla ostrzy cięcia o średnicy większej niż 200mm, balansowanie dynamiczne powinno być przeprowadzane
- Wyjdźcie.
Dla zadań cięcia z wysokimi wymaganiami dotyczącymi dokładności, balansowanie dynamiczne powinno być wykonywane co najmniej raz w ciągu
tygodnia, a pomiary należy wykonywać raz dziennie.
Przewodnik dotyczącego czasu użytkowania
Stal szybko tnąca: 50-200 godzin (w zależności od twardości metali)
Tungstenkarb: 200-500 godzin (Czas użytkowania narzędzi nawleczonych jest przedłużany o 30%)
CBN / Ceramika: 500-1000 godzin (w scenariuszach precyzyjnych cięć)
Proces personalizacji








