




Cirkelvormige metaal slicerknives
- Overzicht
- Gerelateerde producten

Gemeenschappelijke materiaalsoorten
| Materiaal | Typische kwaliteit | HRC | Kenmerken en toepasbare scenario's |
| Houtstaal | SK5, SK7 | 55-60 | Lage kosten, scherp snijdeel. Geschikt voor lage snelheidssnijding (<50m/min) van zachte metalen (laag-koolstofstaal, koper). |
| Snelstaal (HSS) | M2, M42 | 62-68 | Hoogtemperatuurbestendig (600℃) en slijtagebestendig. Geschikt voor middensnelheidssnijding (50-150m/min), zoals constructiestaal en dunne roestvrijstalen platen. |
| Gebonden carbid | YG8 (WC-Co), YT15 | 89-93HRA (≈HRC70-75) | Uitstekende hardheid en slijtage-weerstand. Geschikt voor hoge snelheden bij snijden (150-300m/min), zoals gekoold staal, gietijzer en dikke roestvaste platen. |
| Aardewerk | Al₂O₃, Si₃N₄ | 91-94HRA (≈HRC78-82) | Hoge hardheid en lage wrijving. Geschikt voor hoge snelheden bij precisiesnijden (>200m/min) van superharde metalen (titaniumlegingen, nikkelgebaseerde legingen). |
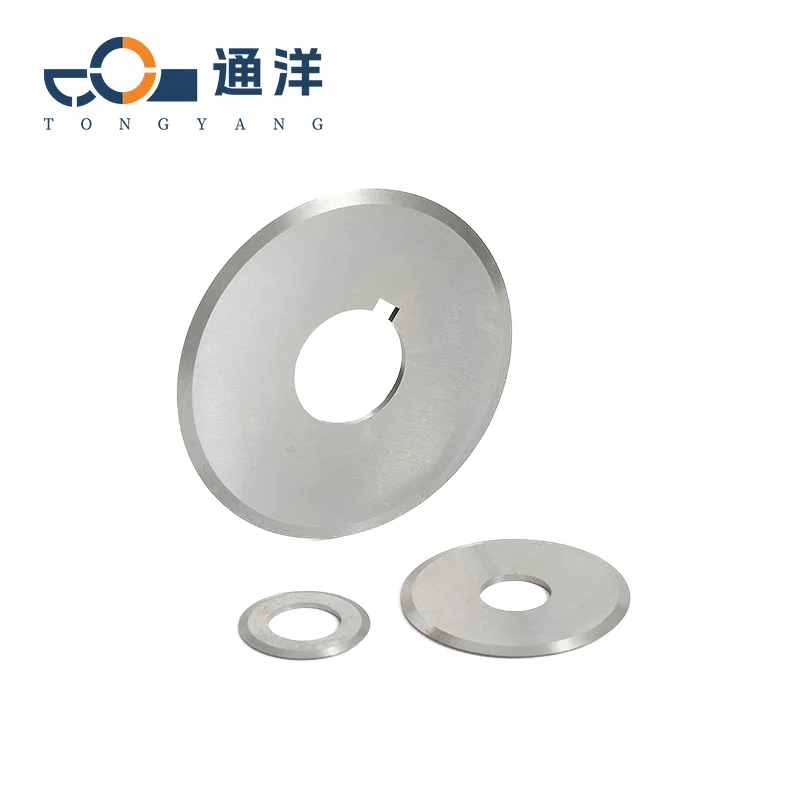
Gemeenschappelijke maten, modellen en specificaties
Algemene specificaties
| Specificatie | Bereik (gewone waarden) | Uitleg |
| Diameter (Φ) | 50-600mm (vaak gebruikte waarden zijn 100-400mm) | Voor dunne plaat-snijding: Φ100-200mm; Voor dikke platen / hoge snelheid apparatuur: Φ200-400mm |
| Bereik (gewone waarden) | 1-10mm (geselecteerd volgens de dikte van het metaal) | Voor dunne platen (<3mm): 1-3mm; Voor matig dikke platen (3-10mm): 3-6mm; Voor dikke platen (>10mm): 6-10mm |
| Diameter van het gat (d) | 15-100mm (Geschikt voor de asdiameter van het apparaat) | Vaak gebruikte waarden zijn: 20mm, 25mm, 32mm, 50mm (voor grote schaalapparatuur) |
| Sneehoek | Aanslaghoek: -5° tot +15°; Vrijheids hoek: 5°-15° | Voor harde metalen (zoals gekoold staal): negatieve aanslaghoek (-5° tot 0°); Voor zachte metalen: positieve aanslaghoek (+5° tot +15°) |
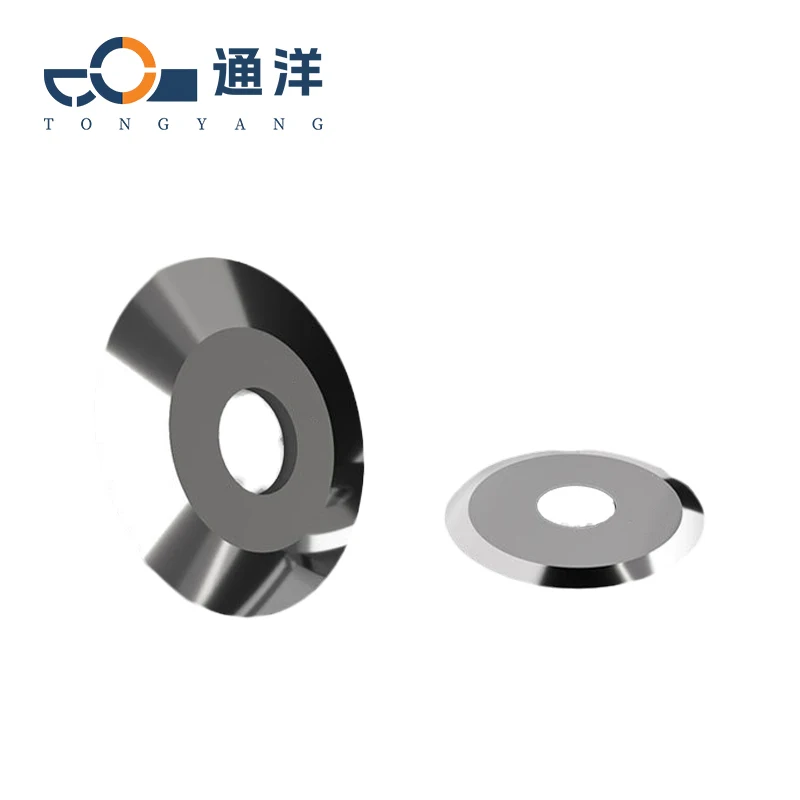
Snijden aan de rand van het design
Vlakke rand: Een algemeen doeltype, geschikt voor gladde metaaloppervlakken (zoals aluminiumplaten en dunne
roestvaststalen bladen).
Gespt rand: Verhoogt de snijkracht en voorkomt glijden. Dit is geschikt voor dikke platen (>5mm) of hoge
hardheidsmetalen (zoals gietijzer).
Gecoate rand: TiN (algemeen doel), TiAlN (hoogtemperatuur bestendig), CrN (corrosiebestendig), wat kan
wrijving en tool vastzitten verminderen (bijvoorbeeld bij het snijden van roestvast staal).
Golfvormige rand: Vermindert de sneedweerstand en is geschikt voor het snijden van meerdere lagen gestapelde metalen
(bijvoorbeeld autokarrosseriebladen).
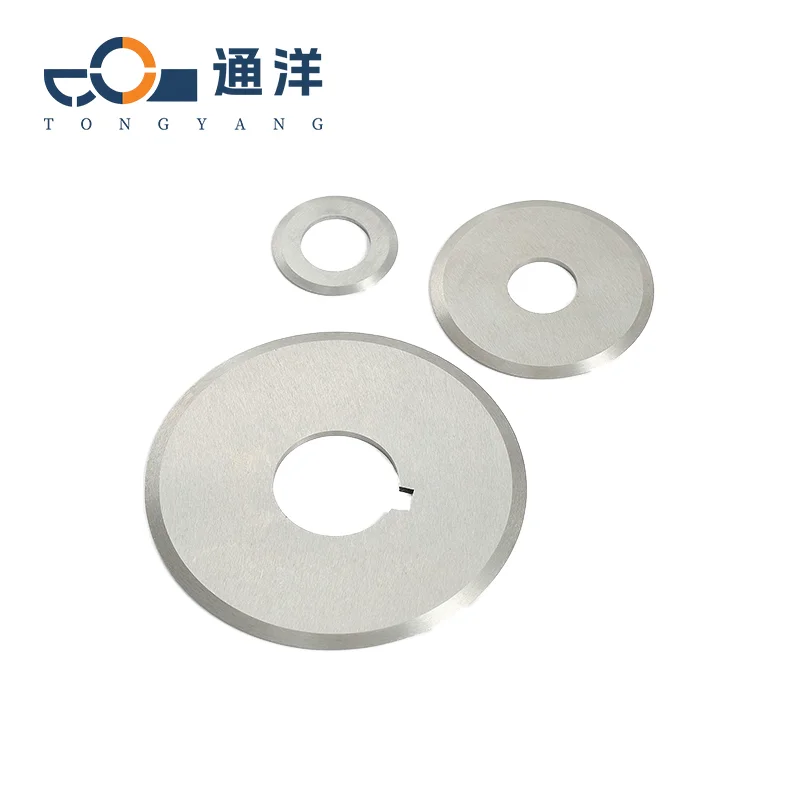
Speciale specificaties
Combinemes: Meerdere stukken worden opgestapeld (bijvoorbeeld 2-5 stukken), wat wordt gebruikt voor gelijktijdig snijden
van meerdere lagen metaal (bijvoorbeeld de bladen van distributiekasten).
Trapvormig mes: De snee rand heeft een getrapte vorm, en het is geschikt voor het verwerken van metalen van verschillende
diktes in één keer (bijvoorbeeld de groeven van profielen).
Ultradun mes: Met een dikte van minder dan 1mm, wordt het gebruikt voor het snijden van precisie elektronische componenten
(bijvoorbeeld koperfolien en aluminiumstrips).

Selectievoorstel (Volgens het Type Gehakte Metaal)
| Materiaal | Aanbevolen Materiaal | Typisch Model (Φ×T×D) | Snelheid van Snijden (m/min) |
| Laaikoolstofstaal | Hoge-snelheidsstaal (M2) / Cementcarbide (YG8) | φ150×3mm×25mm | 80-200 |
| Roestvast staal | Cementcarbide (YT15) + TiAlN Coating | φ200×5mm×32mm | 50-150 |
| Gietijzer | Cementcarbide (YG6X) / CBN | φ250×6mm×50mm | 30-100 |
| Gekoeld staal (HRC>50) | CBN\/ Keramiek (Al₂O₃) | φ120×2mm×20mm (Nauwkeurig) | 100 tot 300 |
| Aluminium Legering | Diaant (PCD) \/ Hoogsnelheidsstaal (TiN Gekoat) | φ300×4mm×50mm (Hoogsnelheid) | 200-500 |
| Titaniumlegering | Keramiek (Si₃N₄) \/ CBN | φ180×3mm×25mm | 20-50 (Vereist koeling) |
Onderhoud en voorzorgsmaatregelen
Het belangrijkste tijdens het snijproces van metaal is koeling (met waterkoeling of oliekoeling) om
te voorkomen dat de snijkant oververhit raakt, wat de snijprestaties en dienstleven kan beïnvloeden
van het snijmes.
Tijdens normaal gebruik, voor snijbladen met een diameter groter dan 200mm, moet dynamisch balanceren worden uitgevoerd
- Ik ben weg.
Voor snijtaken met hoge precisievereisten, moet dynamisch balanceren minstens eenmaal per
week plaatsvinden, en moeten metingen dagelijks eenmaal worden uitgevoerd.
Referentie voor dienstleven
Hogesnelheidsstaal: 50-200 uur (afhankelijk van de hardheid van het metaal)
Cementcarbide: 200-500 uur (het dienstleven van gelakte gereedschappen wordt met 30% verlengd)
CBN\/Ceramiek: 500-1000 uur (in precisiesnijscenarios)
Aanpassingsproces








