
- Resumen
- Productos relacionados

Tipos comunes de materiales
| Material | Marca clásica | Dureza | Características y escenarios aplicables |
| Acero Herramienta | SK5, SK7 | 55-60. ¿ Qué quieres decir? | Tiene un costo bajo y un filo de corte afilado. Es adecuado para corte a baja velocidad (< 50m/min) de metales suaves (acero al carbono bajo, cobre). |
| Acero de alta velocidad (HSS) | M2, M42 | 62-68 | Puede soportar altas temperaturas (600°C) y es resistente al desgaste. Es adecuado para corte a velocidad media (50-150m/min) de aceros estructurales, chapas delgadas de acero inoxidable, etc. |
| Carburo cementado | YG8 (WC-Co), YT15 | 89-93HRA (≈HRC70-75) | Tiene una dureza y resistencia al desgaste extremadamente alta. Es adecuado para corte a alta velocidad (150-300m/min), como acero templado, hierro fundido y chapas gruesas de acero inoxidable. |
Dimensiones, modelos y especificaciones comunes
Especificaciones generales
| Normas | Rango (Valores Comunes) | Materiales aplicables |
| Diámetro (Φ) | 50-600mm (El valor comúnmente utilizado es 100-400mm.) | Para corte de chapas finas: Φ100-200mm; Para placas gruesas/equipos de alta velocidad: Φ200-400mm |
| Espesor (mm) | 1-10mm (Elija según el grosor del metal.) | Para chapas finas (< 3mm): 1-3mm; para chapas de medio grosor (3-10mm): 3-6mm; para chapas gruesas (> 10mm): 6-10mm. |
| Diámetro del agujero (D) | 15-100mm (Ajuste al diámetro del eje del equipo.) | Los valores comúnmente utilizados son: 20mm, 25mm, 32mm, 50mm (adecuado para equipos de gran escala). |
| El ángulo del borde de corte | Ángulo de ataque: -5° a +15°; Ángulo de despeje: 5° - 15° | Para metales duros (como el acero templado): ángulo de ataque negativo (-5° a 0°); Para metales suaves: ángulo de ataque positivo (+5° a +15°) |
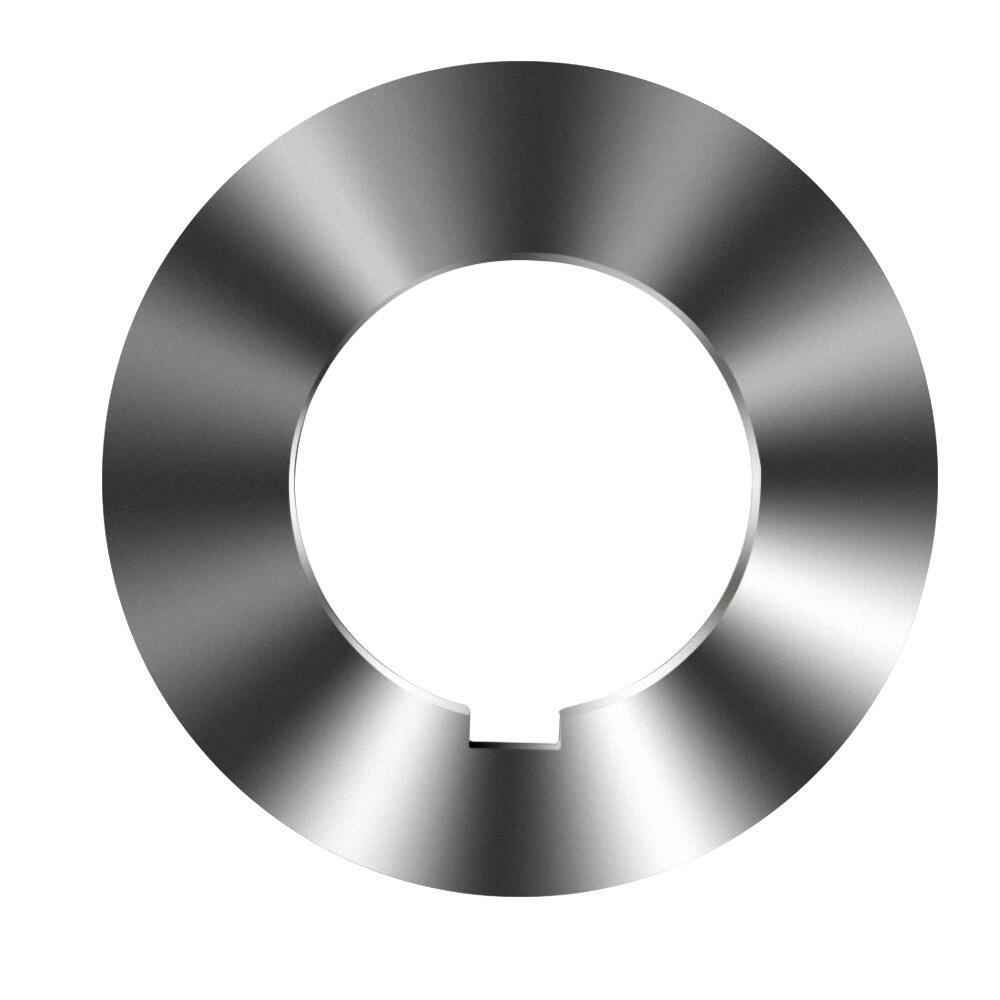
Diseño de Vanguardia
Borde plano: Tipo de propósito general, adecuado para superficies metálicas lisas (como chapas de aluminio y finas
hojas, placas de acero inoxidable).
Borde con dientes de sierra: Aumenta la fuerza de corte y previene el deslizamiento. Es adecuado para placas gruesas (>5mm)
o metales con alta dureza (como el hierro fundido).
Borde recubierto: TiN (uso general), TiAlN (resistente a altas temperaturas), CrN (resistente a la corrosión), lo cual
puede reducir la fricción y la adherencia de la herramienta (por ejemplo, al cortar acero inoxidable).
Borde en forma de onda: Reduce la resistencia al corte y es adecuado para cortar metales apilados en múltiples capas (como
chapa metálica automotriz).
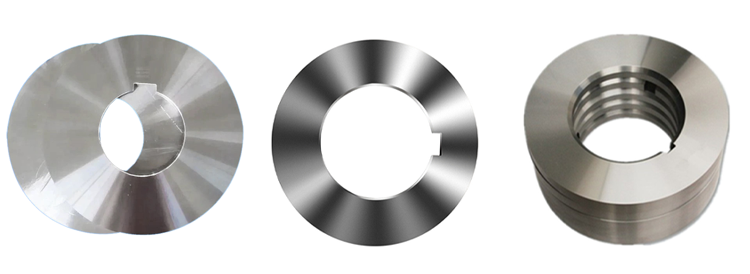
Especificaciones Especiales
Cortador combinado: Se apilan varias piezas (como 2-5 piezas), que se utilizan para operaciones sincronizadas
corte de metales de múltiples capas (como el metal laminado de los gabinetes de distribución eléctrica).
Cuchilla escalonada: El borde de corte tiene una forma escalonada, lo que es adecuado para procesar metales de diferentes
espesores (como las ranuras de los contornos).
Cuchilla ultrafina: Con un grosor de menos de 1 mm, se utiliza para cortar componentes electrónicos de precisión
(como láminas de cobre y tiras de aluminio).
Sugerencias de selección (según el tipo de metal que se está cortando)
| material | Materiales recomendados: | Modelo Típico (Φ×T×D) | Velocidad de corte (m/min) |
| acero dulce | Acero de Alta Velocidad (M2) / Carburo de Tungsteno (YG8) | φ150×3 mm×25 mm | 80-200 |
| acero inoxidable | Carburo de tungsteno (YT15) + recubrimiento de TiAlN | φ200×5 mm×32 mm | 50-150 |
| hierro fundido | Carburo de tungsteno (YG6X) / CBN | φ250×6 mm×50 mm | 30-100 |
| Aleación de Aluminio | Diamante (PCD) / Acero de alta velocidad (Recubrimiento TiN) | φ300×4mm×50mm (Alta Velocidad) | 200 a 500 |
Mantenimiento y precauciones
Lo más importante en el proceso de corte de metal es enfriar (usando agua o aceite para enfriar) para Prevenir
que el borde de corte se sobrecaliente, lo cual puede afectar el rendimiento del corte y la vida útil de las hojas de corte.
Durante el uso normal, se debe realizar un balanceo dinámico para las hojas de corte con un diámetro mayor a
200mm por fuera.
Para tareas de corte que requieren alta precisión, se debe realizar un balanceo al menos una vez cada semana, y
tomar mediciones una vez al día.
Referencia de duración
Acero de alta velocidad: 50-200 horas (dependiendo de la dureza del metal)
Carburo: 200-500 horas (30% más vida útil de las herramientas recubiertas)
CBN / Cerámica: 500-1000 horas (en un escenario de corte de precisión)
Procesos personalizados