





Runde Messer für das Schlitzen von Stoffen und Ledern
- Übersicht
- Verwandte Produkte
Materialklassifizierung
| Material | Eigenschaften | Anwendbar | Nachteil |
| Werkzeugstahl (z. B. SK5, SK7) | Er hat eine hohe Härte (HRC 55-60), niedrige Kosten und eine scharfe Schneide. | Gewöhnliche Stoffe (Baumwolle, Polyester), dünnere Leder (<2mm) | Es neigt zur Rostbildung und erfordert regelmäßige Wartung. |
| Material: Hochgeschwindigkeitsstahl (HSS) (z. B. M2, M35) | Er hat eine hohe Härte (HRC 60-65), starke Verschleißresistenz und kann hohe Temperaturen aushalten. | Mehrlagige Stoffe, mittel bis dickes Leder (2-4mm), Verbundmaterialien | Er hat eine lange Lebensdauer und ist für kontinuierlichen Betrieb geeignet. |
| Edelstahl (z. B. 440C, 9Cr18MoV) | Es weist eine hervorragende Rostbeständigkeit (HRC 58-62) und starke Korrosionsbeständigkeit auf. | Stoffe mit chemischen Beschichtungen, feuchte Umgebungen, Leder Produkte (wie Schuhmaterialien, Koffer und Taschen) | Es ist keine häufige Rostprävention notwendig. |
| Hartmetall (Wolframkarbid WC) | Ultrahoches Härtegrad (HRC 70-80), mit exzellenter Verschleißfestigkeit und Stoßfestigkeit. | Dickes Leder (>4mm), Kunstoffleder, mehrschichtiges Leinen | Es hat hohe Kosten und es ist schwierig, die Schneide zu reparieren. |
| Keramik (Aluminiumoxid / Zirkoniumoxid) | Extrem scharf (die Dicke der Schneide beträgt weniger als 0,1 mm) und frei von Metallionenbelastung. | Hochwertige Stoffe (Seide, nicht gewebte Stoffe), präzise Lederbearbeitung | Es hat eine hohe Brüchigkeit und neigt zu Kantenabbruch. Gekennzeichnete Schneidwerkzeuge (TiN-, TiCN-Beschichtungen) |
| Gekennzeichnete Schneidwerkzeuge (TiN-, TiCN-Beschichtungen) | Die Härte wird verbessert (HRC 65-70) und sie hat einen niedrigen Reibungskoeffizienten. | Klebrige Stoffe (wie PU-Leder), Hochfrequenz-Schnittszenarien | Verringern Sie das Materialanhaften und verlängern Sie die Lebensdauer. |
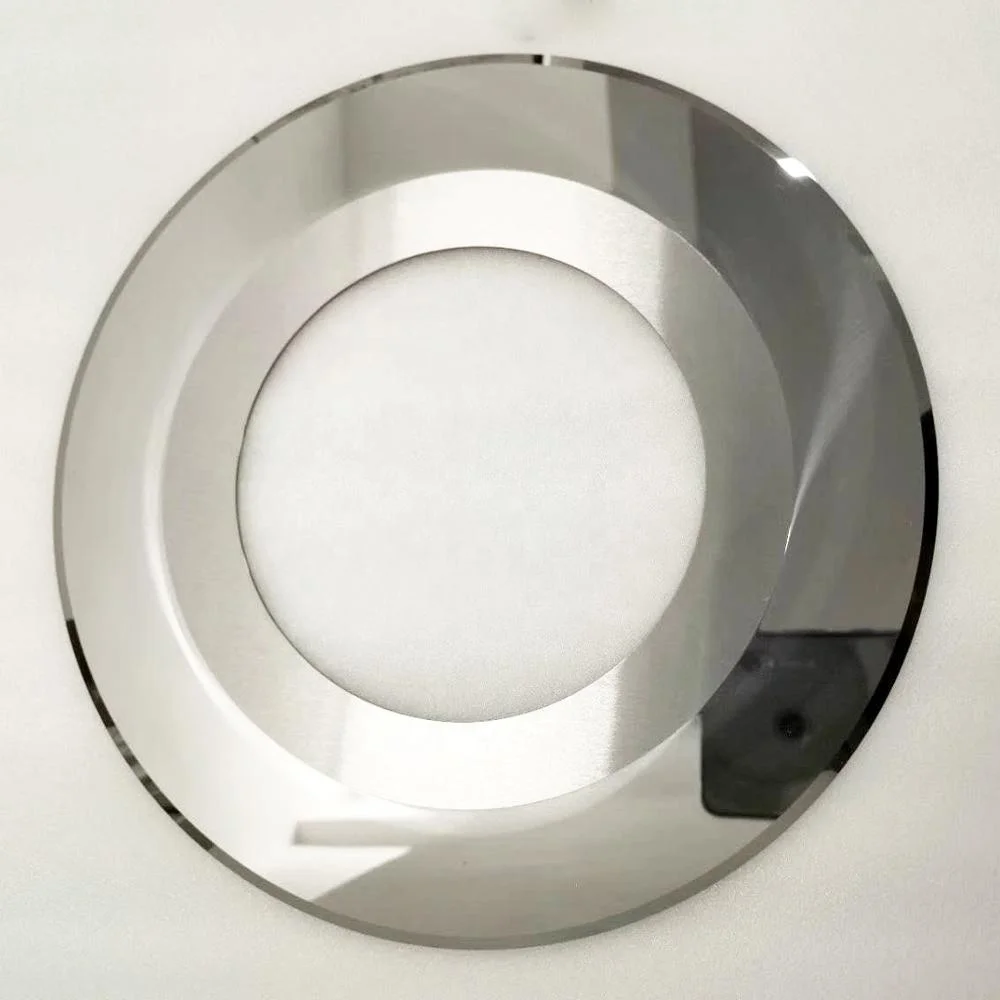
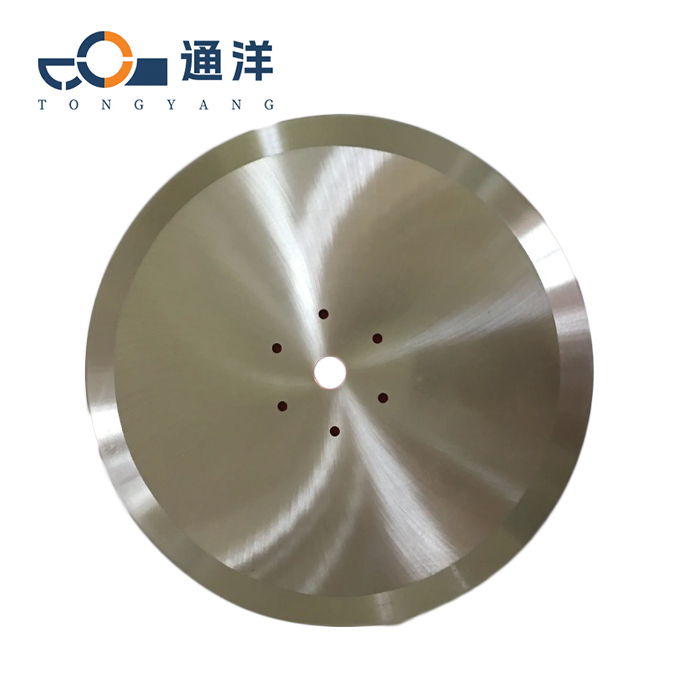
Gängige Ausführungen von Lederschneidmessern und Stoffschneidung
Messer
Für allgemeine Stoffschneidkreisscheren beträgt der gängige Durchmesser zwischen 50 mm und 300 mm, und die Dicke
beträgt 1-5 mm. Beim Schneiden dünner Stoffe wird normalerweise eine Dicke von 1-2 mm verwendet. Beim Schneiden dicker Stoffe oder mehrere
Schichten von zusammengelegten Stofflagen wird normalerweise eine Dicke von 3-5 mm angewendet. Der gängige Bohrausmaß ist in der Regel 15- 50 mm
(was je nach Wellendurchmesser des Geräts angepasst werden kann). Es gibt in der Regel Zwei Typen
von Klingen Designs: flache Klingen und mikrogezähnte Klingen. Flache Klingen eignen sich im Allgemeinen für glatt Stoffe (wie
Baumwolle und Polyester), während mikrogezähnte Klingen effektiv das Gleiten verhindern und geeignet sind für elastische
Stoffe (wie Materialien wie Spandex und Strickwaren).
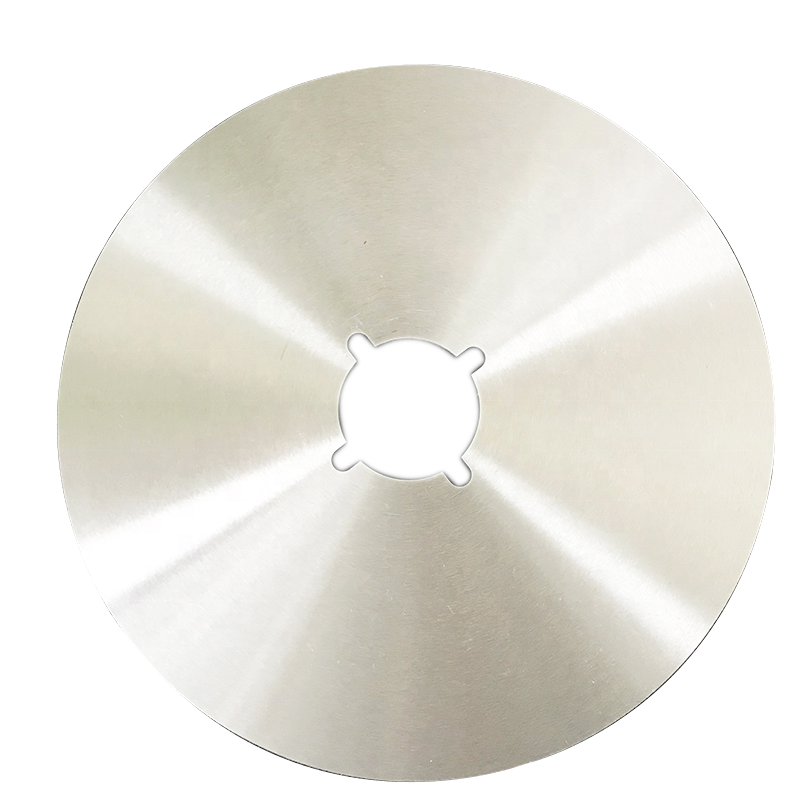
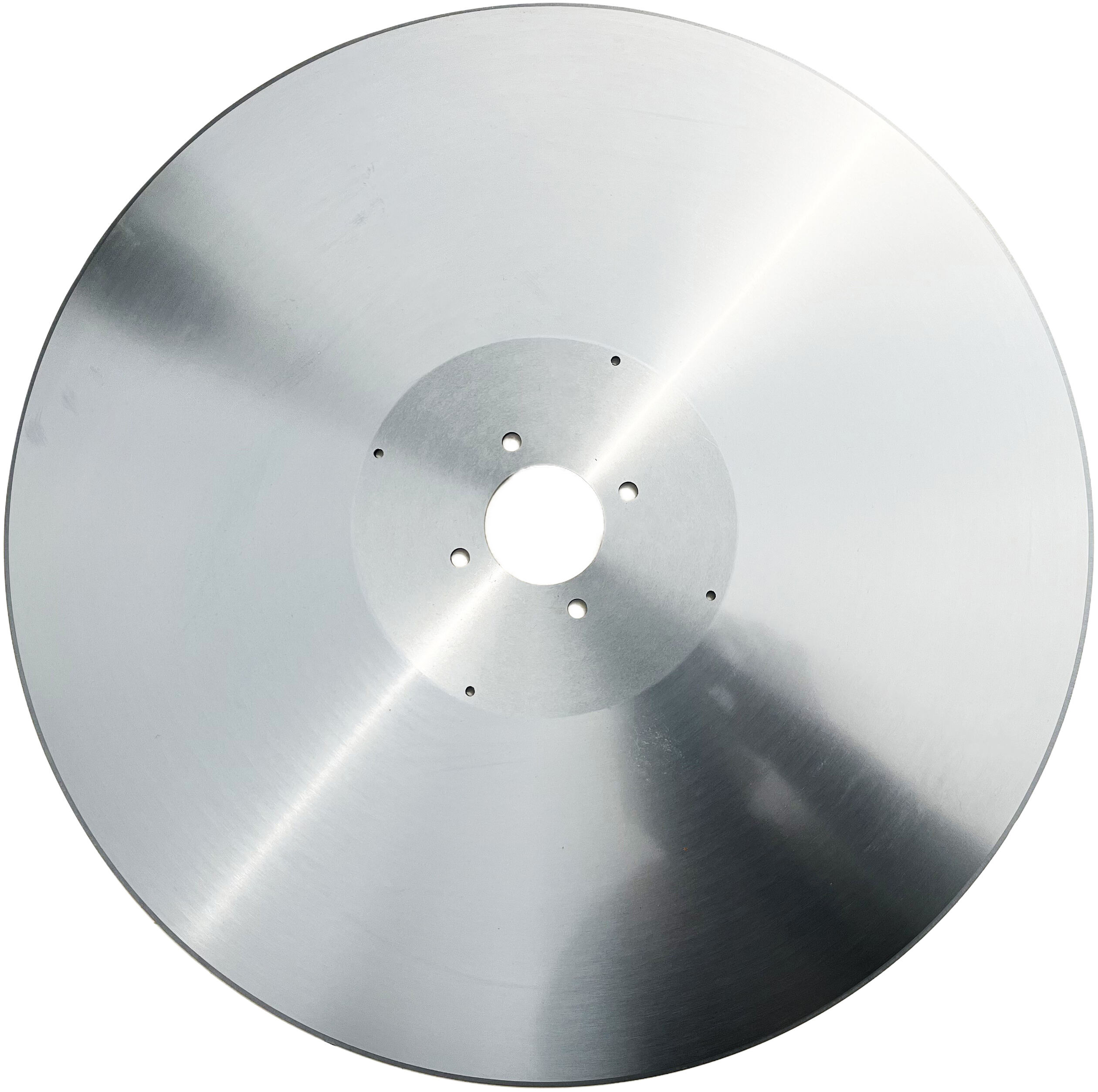
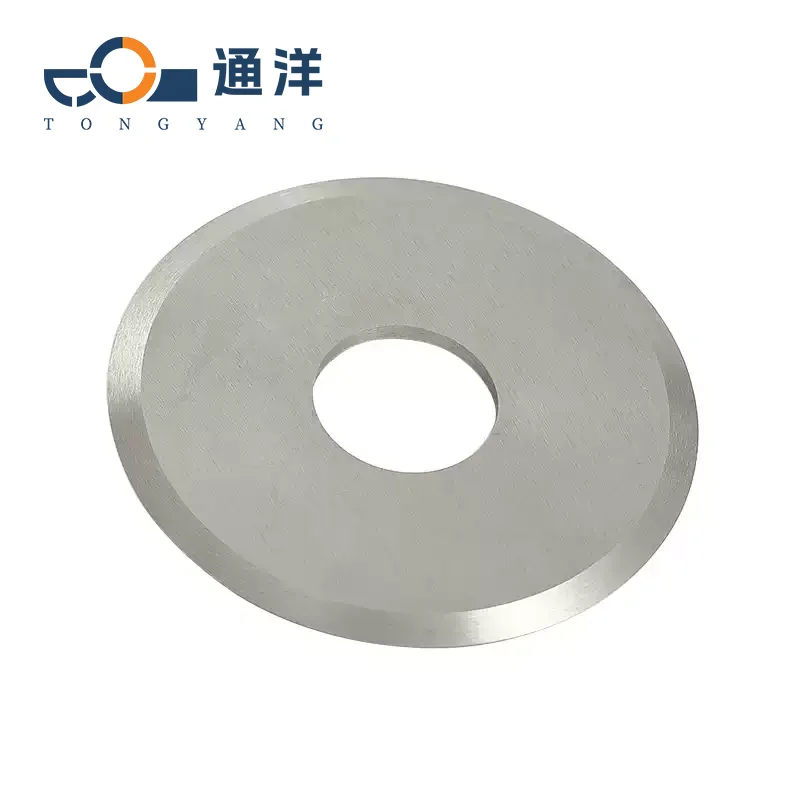
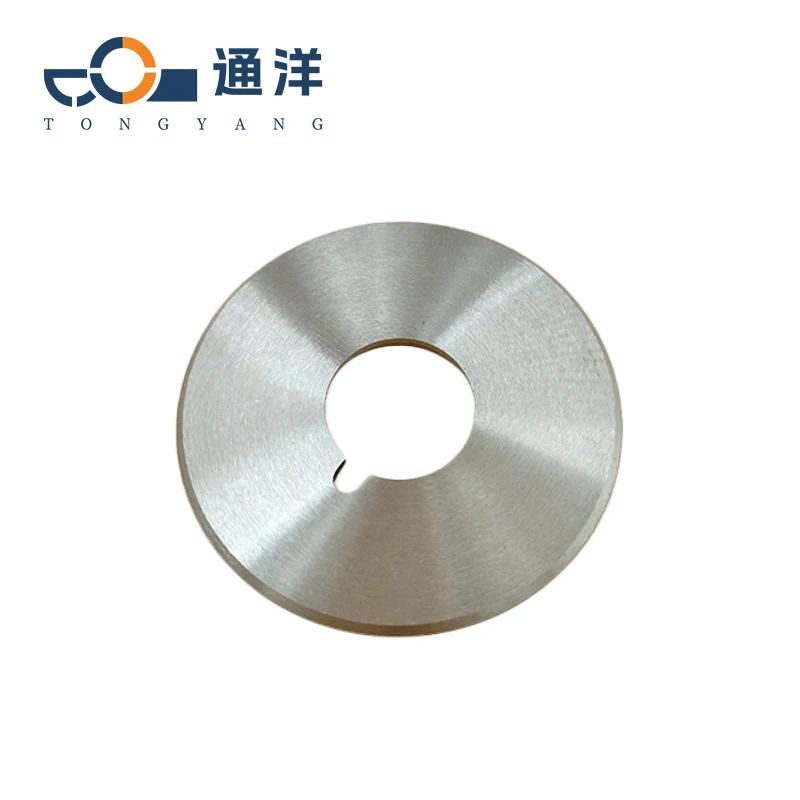
Der Durchmesser der Kreisschneide für Lederbearbeitung beträgt 100-400 mm, wobei der gebräuchliche Durchmesser 150-300 mm ist.
mm. Die Dicke der Klinge beträgt 2-6mm, 2-3mm für dünnere Leder und 4-6mm für dickere Leder. Am häufigsten verwendet wird
die Öffnung von 20-60mm (die individuell an den Wellendurchmesser des Geräts angepasst werden kann). Im Allgemeinen gibt es
sind zwei Arten von Klingenentwürfen: die grobkörnige Sägeklingenkante erhöht die Reibungskraft, um das Leder zu sichern
von Schieben (geeignet für Naturleder), und die wellige Klingenkante verringert den Schneidewiderstand und ist geeignet für
Synthetik Kunstleder (PU, PVC).
UNSERE VORTEILE

Durch eine sinnvolle Kombination von Materialien und Modellen kann die Schneideffizienz gesteigert werden (zum Beispiel
beträgt die Schnelligkeit beim Schneiden von Stoffen 50-100m/Min., und bei Leder 20-50m/Min.), und gleichzeitig
kann die Lebensdauer der Schneidwerkzeuge verlängert werden (normalerweise 300-800 Stunden, und bei Hartmetallwerkzeugen
kann sie über 1000 Stunden betragen). Es wird empfohlen, die optimale Lösung je nach spezifischer Dicke der
Materialien, Geräteparameter und Kostenbudget auszuwählen.
Vorschläge für die Auswahl eines Modells
Durch die angemessene Übereinstimmung von Materialien und Modellen kann die Schneideffizienz verbessert werden (z. B.
Die Schneidgeschwindigkeit für Stoffe beträgt 50-100 m/min. und für Leder 20-50 m/min.). In der Zwischenzeit
kann die Lebensdauer der Schneidwerkzeuge verlängert werden (normalerweise 300-800 Stunden, und bei Hartmetallwerkzeugen
kann mehr als 1000 Stunden erreichen). Es wird empfohlen, die optimale Lösung entsprechend den spezifischen Anforderungen der Patienten auszuwählen.
Die Kommission wird die Kommission übermitteln, ob die in Artikel 3 Absatz 1 genannten Maßnahmen in den einzelnen Mitgliedstaaten durchgeführt werden.







