
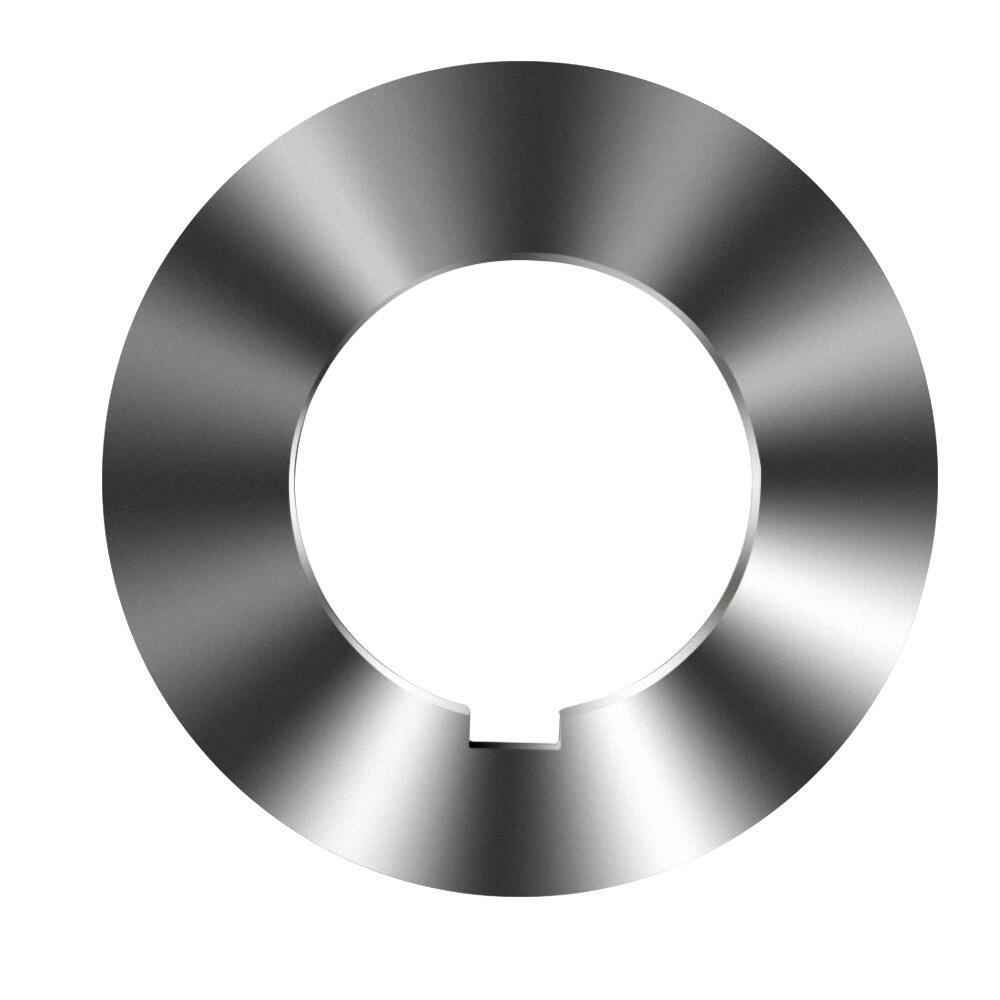
- Prezentare generală
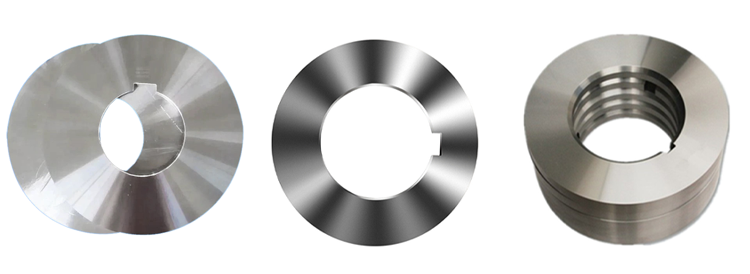
- Produse conexe

Tipuri comune de materiale
| Material | Brand clasic | Duritate | Caracteristici și scenarii de aplicare |
| Oțel unelte | SK5, SK7 | 55-60 | Are un cost redus și o margine de tăiere ascuțită. Este potrivită pentru tăiere la viteză redusă (< 50m/min) a metalilor molți (oțel cu carbon scăzut, cupru). |
| Oțel de mare viteza (HSS) | M2, M42 | 62-68 | Poate rezista la temperaturi ridicate (600°C) și este rezistentă la uzurare. Este potrivită pentru tăiere la viteză medie (50-150m/min) a oțelurilor structurale, plăci subțiri din oțel inoxidabil, etc. |
| Carbunca presată | YG8 (WC-Co), YT15 | 89-93HRA (≈HRC70-75) | Are o duritate și o rezistență la uzurare extrem de ridicată. Este potrivită pentru tăiere la viteză ridicată (150-300m/min), cum ar fi oțelul prăjit, oțelul fără fier și plăci groase din oțel inoxidabil. |
Dimensiuni, modele și specificații comune
Specificatii Generale
| Norme | Interval (Valori Comune) | Materiale Aderente |
| Diametru (Φ) | 50-600mm (Valoarea comună folosită este 100-400mm.) | Pentru tăierea plăcilor subțiri: Φ100-200mm; Pentru plăci mai groase/echipamente în viteză ridicată: Φ200-400mm |
| Grosime (mm) | 1-10mm (Alegeți în funcție de grosimea metalului.) | Pentru plăci subțiri (< 3mm): 1-3mm; pentru plăci de grosime medie (3-10mm): 3-6mm; pentru plăci groase (> 10mm): 6-10mm. |
| Diametru gauri (D) | 15-100mm (Se potrivește cu diametrul axlei echipamentelor.) | Valorile comune folosite sunt: 20mm, 25mm, 32mm, 50mm (potrivite pentru echipamente la scară largă). |
| Unghiul marginii de tăiere | Unghi de intrare: -5° la +15°; Unghi de liberat: 5° - 15° | Pentru metale dure (cum ar fi oțelul stârnit): unghi de captare negativ (-5° până 0°); Pentru metale moale: unghi de captare pozitiv (+5° până +15°) |
Proiectare Margine Tăioasă
Margine Plată: Un tip universal, potrivit pentru suprafețe metalice netede (cum ar fi plăcile de aluminiu și subțiri
foile, plăci din oțel inoxidabil).
Margine cu dinte de saw: Crește forța de tăiere și previne alunecarea. Este potrivit pentru plăci mai groase (>5mm)
sau metale cu o hardnesă ridicată (cum ar fi fierul fundit).
Margine învelită: TiN (universal), TiAlN (rezistent la temperaturi ridicate), CrN (rezistent la coroziune), care
pot reduce frecarea și aderarea unui instrument (de exemplu, la tăierea oțelului inoxidabil).
Margine în formă de val: Reducerea rezistenței la tăiere și este potrivită pentru tăierea metalurilor stivuite pe mai multe straturi (cum ar fi
foile metalice folosite în industria automotive).
Specificatii Speciale
Tăietor combinat: Se suprapun mai multe bucăți (de exemplu, 2-5 bucăți), care sunt folosite pentru sincronizare
taierea metalurilor multi-strat (cum ar fi metalul foii a cabinetelor de distribuție electrică).
Dezbrăitor treptat: Muchia de tăiere are o formă treptată, care este potrivită pentru prelucrarea metalurilor de diferite
grosimi (cum ar fi canelele conturului).
Dezbrăitor ultra-subtire: Cu o grosime de mai puțin de 1 mm, se folosește pentru tăierea componentelor electronice de precizie
(de exemplu, foile de cupru și benzi de aluminiu).
Sugestii de selecție (conform tipului de metal tăiat)
| material | Materiale recomandate: | Model tipic (Φ×T×D) | Viteza de tăiere (m/min) |
| oțel moale | Oțel de mare viteza (M2) / Carbura de tungsten (YG8) | φ150×3 mm×25 mm | 80-200 |
| oțel inoxidabil | Carbura de tungsten (YT15) + strat TiAlN | φ200×5 mm×32 mm | 50-150 |
| fier de fier | Carbura de tungsten (YG6X) \/ CBN | φ250×6 mm×50 mm | 30-100 |
| Aliaj de aluminiu | Diamant (PCD) \/ Oțel rapid (Revopsit cu TiN) | φ300×4mm×50mm (Ridicată Viteză) | 200-500 de dolari |
Menținere și Precauțiuni
Cel mai important lucru în procesul de tăiere a metalului este să se răcească (folosind apă sau răcire cu ulei) pentru a preveni
supraîncălzirea marginii de tăiere, care poate afecta performanța de tăiere și durata de viață a cutarelor.
Pentru cutarele cu un diametru mai mare de
200mm trebuie să se efectueze echilibrare dynamică în timpul utilizării normale.
Pentru sarcinile de tăiere care necesită o precizie ridicată, echilibrarea ar trebui să fie realizată cel puțin o dată pe săptămână, iar
măsurătorile ar trebui să fie făcute o dată pe zi.
Referință pe durata vieții
Oțel de înaltă viteză: 50-200 de ore (în funcție de duretatea metalului)
Carbide: 200-500 de ore (cu 30% mai lungă durată de viață a unghiilor îmbrăcute)
CBN\/Ceramică: 500-1000 de ore (în scenariul tăierii cu precizie)
Procese personalizate