

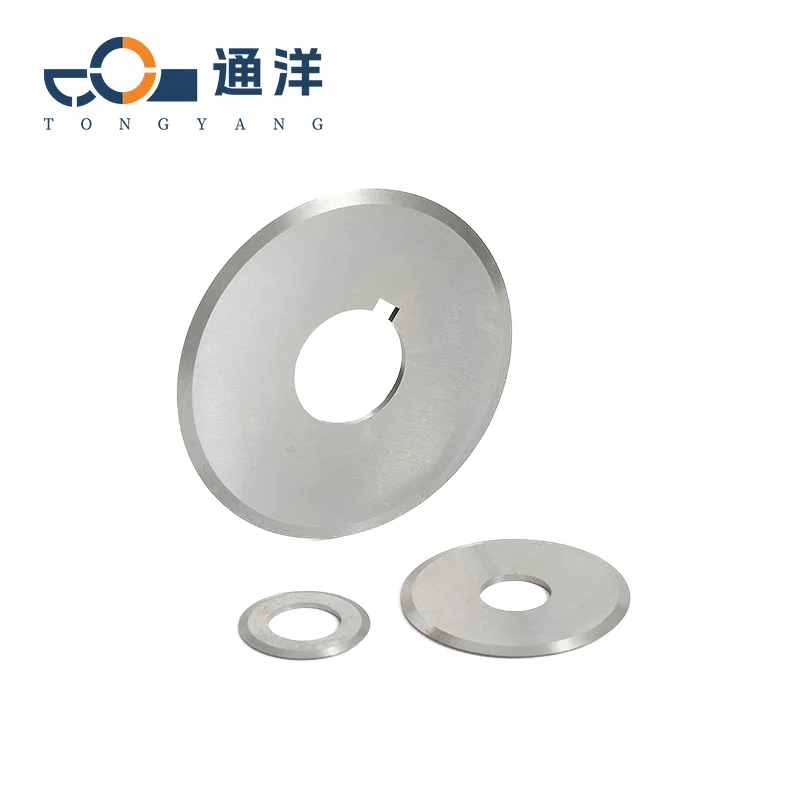
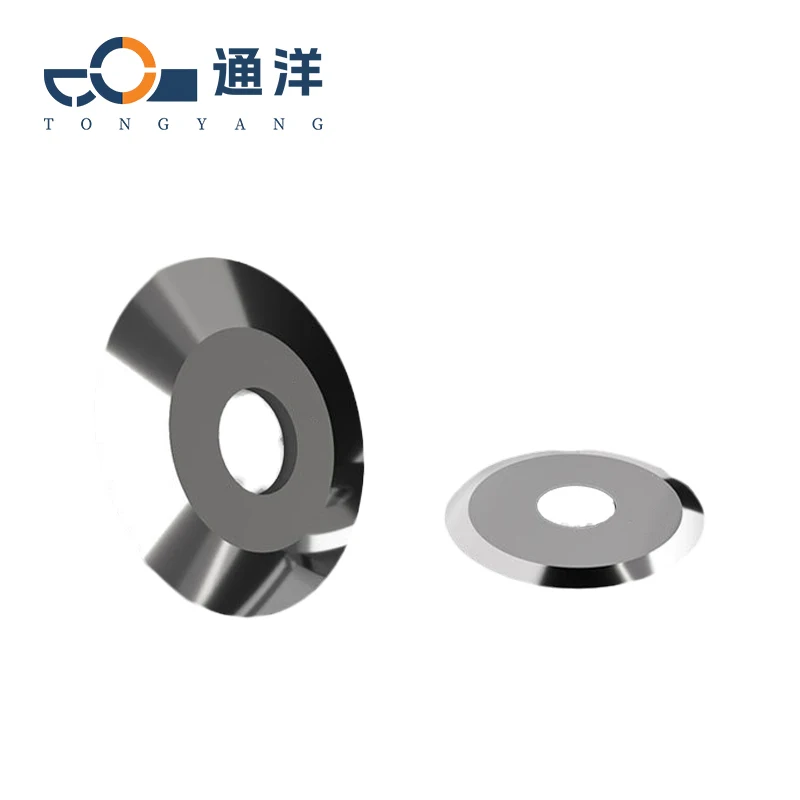
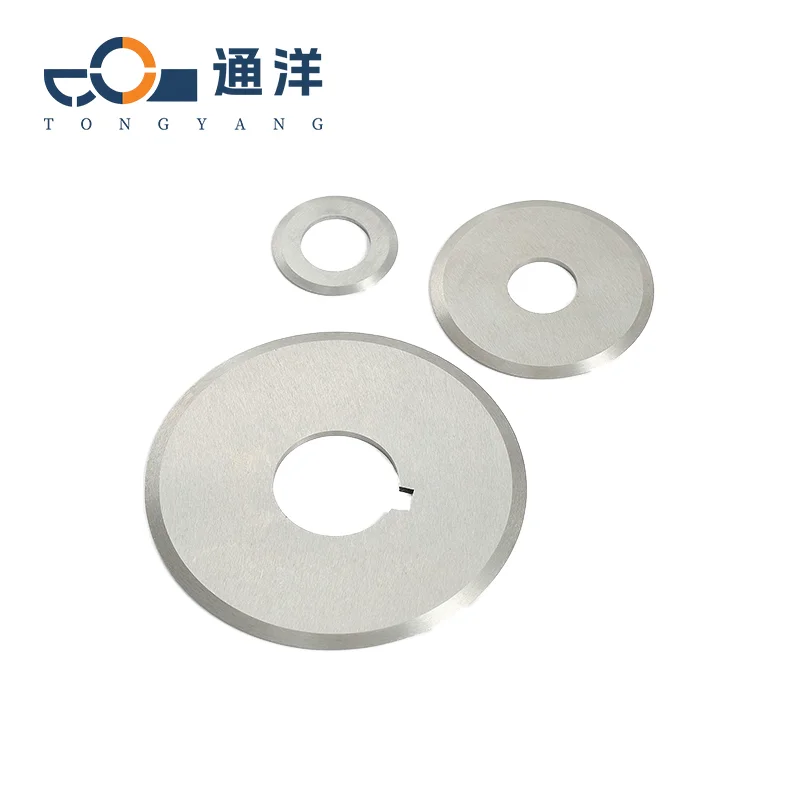



Kruhový kovový rezací nůž
- Prehľad
- Súvisiace produkty

Bežné typy materiálov
| Materiál | Typická trieda | HRC | Vlastnosti a príslušné scénacie |
| Nástrojová ocele | SK5, SK7 | 55-60 | Nízke náklady, ostrá režná hrana. Hodí sa na režanie pri nízkej rýchlosti (<50m/min) mäkkých kovov (nízkouhličitý ocel, miedz). |
| Vysokorýchlostná oceľ (HSS) | M2, M42 | 62-68 | Odolná vysokým teplám (600℃) a odolná prednosťou. Hodí sa na režanie pri strednej rýchlosti (50-150m/min), ako štruktúrová oceľ a tenké nerezové plechy. |
| Hrdé karbídy | YG8 (WC-Co), YT15 | 89-93HRA (≈HRC70-75) | Ultra vysoká tvrdošť a odolnosť pred opotriebovaním. Je vhodná pre vysoko rýchlostné režanie (150-300m/min), napríklad zatievanej ocele, hliníkového železa a hrubých nerezových plechov. |
| Keramika | Al₂O₃, Si₃N₄ | 91-94HRA (≈HRC78-82) | Vysoká tvrdošť a nízky frakčný odpor. Je vhodná pre vysoko rýchlostné presné režanie (>200m/min) super tvrdých kovov (hliníkové ligatúry, niklové ligatúry). |
Bežné veľkosti, modely a špecifikácie
Hlavné špecifikácie
| Špecifikácia | Rozsah (bežné hodnoty) | Vysvetlenie |
| Priemer (Φ) | 50-600mm (bežne používané hodnoty sú 100-400mm) | Pre režanie tenkých plátov: Φ100-200mm; Pre hrubé pláty / vysoko rýchlostné zariadenia: Φ200-400mm |
| Rozsah (bežné hodnoty) | 1-10mm (Vybrané podľa hrúbky kovu) | Pre tenké pláty (<3mm): 1-3mm; Pre stredne hrubé pláty (3-10mm): 3-6mm; Pre hrubé pláty (>10mm): 6-10mm |
| Priemer otvoru (d) | 15-100mm (Zhodné s priemerom osi zariadenia) | Často používané hodnoty sú: 20mm, 25mm, 32mm, 50mm (pre veľké zariadenia) |
| Uhol rezačnej hrany | Úhol reže: -5° do +15°; Úhol predraženia: 5°-15° | Pre tvrde kovy (ako napr. utavený ocel): záporný úhel reže (-5° do 0°); Pre mäke kovy: kladný úhel reže (+5° do +15°) |
Dizajn rezačnej hrany
Plochý okraj: Všeobecné typy, vhodné pre hladké povrchy kovov (ako napr. aluminové pláty a tenké
nerdzové ocele.
Zubatý okraj: Zvyšuje reživú silu a prevencia vylúčenia. Je vhodný pre hrubé pláty (>5mm) alebo
vysoko tvrde kovy (ako napr. litina).
Obehnutý okraj: TiN (univerzálny účel), TiAlN (odolný pred vysokými teplotami), CrN (odolný pred koroziou), ktoré môžu
znížiť tretie a prilepenie nástroja (ako pri reže ocele).
Vlnovitý okraj: Zníži odpor pri režaní a je vhodný na režanie viacerých vrstiev nakladaných kovov
(ako automobilové plechové listy).
Špeciálne špecifikácie
Kombinovaný nôž: Viacero kusov je nakladaných (ako 2-5 kusov), čo sa používa na synchronné režanie
viacerých vrstiev kovov (ako plechové listy distribučných skrinkov).
Stupňovitý nôž: Rezacie hrany sú v stupňovej forme, a je vhodný na spracovanie kovov rôznej
hrúbky naraz (ako profilové dráhy).
Úžasně tenký nôž: S hrúbkou menej ako 1mm, používa sa na režanie presných elektronických komponentov
(akožto miedziané folie a hliníkové pásy).

Návrhy na výber (Podľa typu rezaného kovu)
| Materiál | Doporučené materiály | Typický model (Φ×T×D) | Rýchlosť rezu (m/min) |
| Nízkouhličitá ocele | Vysokorýchlostná ocele (M2) / Svařený karbíd (YG8) | φ150×3mm×25mm | 80-200 |
| Nerezová oceľ | Svařený karbíd (YT15) + TiAlN nátier | φ200×5mm×32mm | 50-150 |
| Litá železo | Svařený karbíd (YG6X) / CBN | φ250×6mm×50mm | 30-100 |
| Zachlodená ocel (HRC>50) | CBN\/ Keramika (Al₂O₃) | φ120×2mm×20mm (Presné) | 100 až 300 |
| Hliníková zliatina | Diamant (PCD)\/ Vysokorýchlostná ocel (TiN napatrená) | φ300×4mm×50mm (Vysokorýchlostné) | 200-500 |
| Titánová zliatina | Keramika (Si₃N₄)\/ CBN | φ180×3mm×25mm | 20-50 (Vyžaduje chlazenie) |
Údržba a opatrnosť
Najdôležitejšie pri procese reza metálov je chlodenie (použitím vodného alebo olejového chlodenia) na
zabránenie prehriatiu rezačnej hrany, čo môže ovplyvniť kvalitu rezu a životnosť
rezačnej plochy.
Počas normálneho používania by pre rezačné kolesá s priemerom väčším ako 200mm mala byť vykonaná
von.
Dynamickej rovnováhy minimálne raz týždenne
a merania by sa mali urobiť raz denne.
Referenčná životnosť
Vysokošílna ocele: 50-200 hodín (podľa tvrdošťi metálu)
Hliníkové karbidy: 200-500 hodín (Životnosť nátieraných nástrojov sa predĺží o 30 %)
CBN / Keramika: 500-1000 hodín (v precizných rezacích scénariách)
Proces prispôsobenia








