

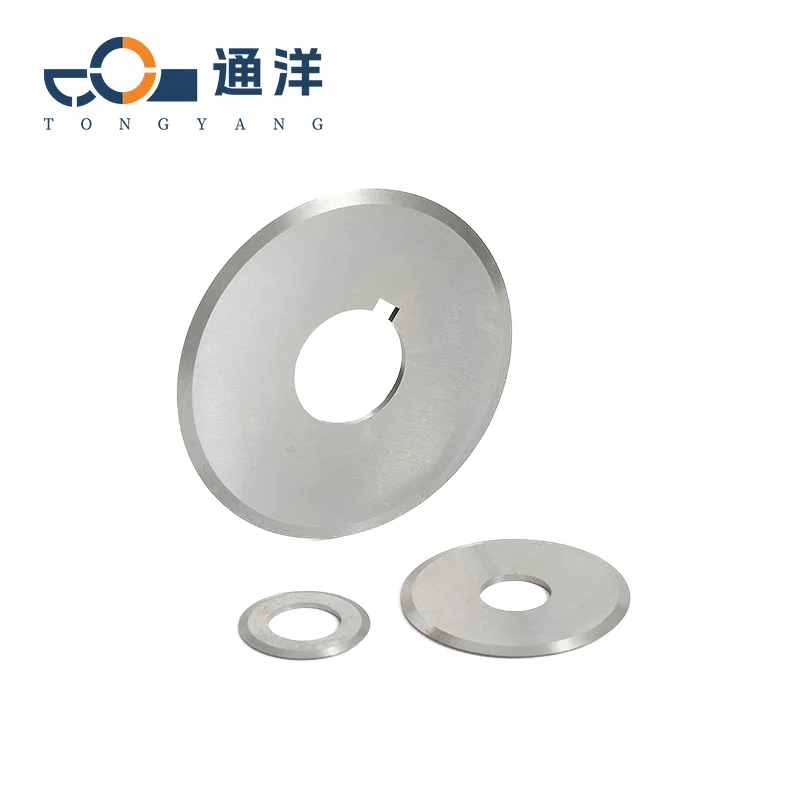



چاقوی فلزی دایرهای برای برش
- خلاصه
- محصولات مرتبط

انواع مaterial معمول
| مواد | گرده کالا معمولی | HRC | ویژگیها و سناریوهای قابل استفاده |
| چدنگان ابزار | SK5, SK7 | 55-60 | هزینه پایین، لبه برش تیز. مناسب برای برش سرعت کم (<50m/دقیقه) فلزات نرم (فولاد کم کربن، مس). |
| فولاد پرسرعت (HSS) | M2, M42 | 62-68 | مقاوم در برابر دماهای بالا (600℃) و ضد خرجاب. مناسب برای برش سرعت متوسط (50-150m/دقیقه)، مانند فولاد ساختاری و صفحات نازک فولاد راستنی. |
| کاربید سرامیک | YG8 (WC-Co), YT15 | 89-93HRA (≈HRC70-75) | سختی بینظیر و مقاومت عالی در برابر سایش. مناسب برای برش سریع (150-300 متر/دقیقه)، مانند فولاد سخت شده، چدنگین و صفحات ضخیم فولاد راستنی است. |
| سرامیک | Al₂O₃, Si₃N₄ | 91-94HRA (≈HRC78-82) | سختی بالا و اصطکاک کم. مناسب برای برش دقتمند با سرعت بالا (>200 متر/دقیقه) فلزات فوقسخت (آلیاژهای تیتانیوم، آلیاژهای نیکلپایه). |
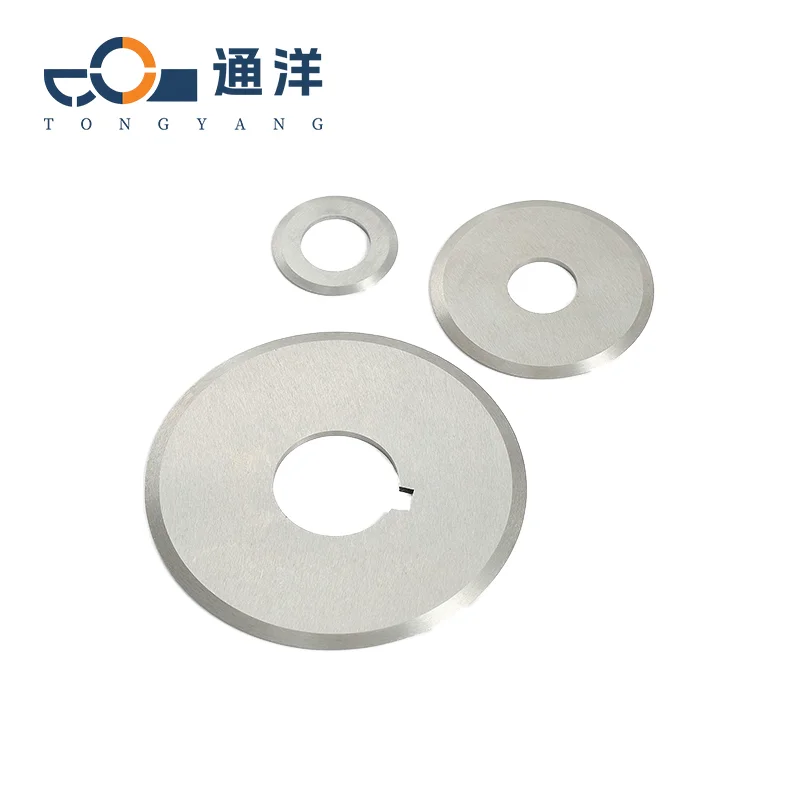
ابعاد، مدلها و مشخصات متداول
مشخصات کلی
| مشخصات | دامنه (مقادیر متداول) | توضیحات |
| قطر (Φ) | 50-600 میلیمتر (مقادیر متداول 100-400 میلیمتر) | برای برش صفحات نازک: Φ100-200 میلیمتر؛ برای صفحات ضخیم / تجهیزات سریع: Φ200-400 میلیمتر |
| دامنه (مقادیر متداول) | 1-10 میلیمتر (بر اساس ضخامت فلز انتخاب میشود) | برای صفحات نازک (<3 میلیمتر): 1-3 میلیمتر؛ برای صفحات متوسط ضخامت (3-10 میلیمتر): 3-6 میلیمتر؛ برای صفحات ضخیم (>10 میلیمتر): 6-10 میلیمتر |
| قطر سوراخ (d) | 15-100 میلیمتر (طراحی شده با توجه به قطر محور دستگاه) | مقادیر رایج عبارتند از: 20 میلیمتر، 25 میلیمتر، 32 میلیمتر، 50 میلیمتر (برای دستگاههای بزرگ مقیاس) |
| زاویه ی لبه ی کات | زاویه سرپیچ: -5 درجه تا +15 درجه؛ زاویه پسانداز: 5 درجه تا 15 درجه | برای فلزات سخت (مانند فولاد کویندید): زاویه سرپیچ منفی (-5 درجه تا 0 درجه)؛ برای فلزات نرم: زاویه سرپیچ مثبت (+5 درجه تا +15 درجه) |
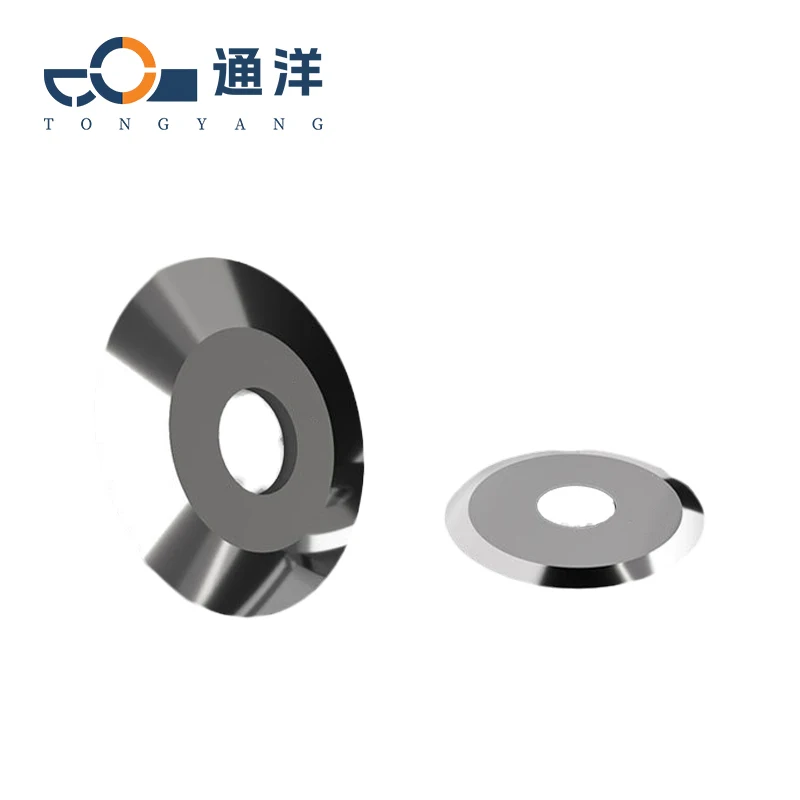
طراحی لبه ی کات
لبه تخت: نوع کاربردی عمومی، مناسب برای سطوح فلزی هموار (مانند صفحات آلومینیوم و نازک)
صفحات فولاد راستنی.
لبه دنداندار: نیروی برش را افزایش میدهد و جلو از لغزش میگیرد. مناسب برای صفحات ضخیم (>5 میلیمتر) یا فلزات با سختی بالا (مانند فولاد خام).
hard
لبه پوشیده: TiN (عمومی), TiAlN (مقاوم به دمای بالا), CrN (مقاوم به خوردگی), که میتواند
کاهش اصطکاک و چسبیدگی ابزار را تأمین کند (مانند در برش فولاد راستی).
لبه شکل موج: کاهش مقاومت برش و مناسب برای برش فلزات استکشده در چند لایه
(مانند فلزات صفحهای خودرو).
مشخصات ویژه
چاقوی ترکیبی: چند قطعه در هم قرار میگیرد (مانند 2 تا 5 قطعه), که برای برش همزمان
چند لایه فلز (مانند فلزات صفحهای کابینت توزیع) استفاده میشود.
چاقوی شکل پلهای: لبه برش در شکل پلهای است و مناسب برای پردازش فلزات با ضخامتهای مختلف
در یک بار (مانند گودال پروفیلها) است.
چاقوی بسیار نازک: با ضخامت کمتر از 1 میلیمتر، برای برش قطعات الکترونیکی دقتمند استفاده میشود
(چون فلزهای مسی و نوارهای آلومینیوم).

پیشنهادات انتخاب (بر اساس نوع فلز برش داده شده)
| مواد | ماده پیشنهادی | مدل معمولی (Φ×T×D) | سرعت برش (m/min) |
| چدنگی کم فولاد | فولاد سرعت بالا (M2) / کاربید تصلیب شده (YG8) | φ150×3mm×25mm | 80-200 |
| فولاد ضد زنگ | کاربید تصلیب شده (YT15) + پوشش TiAlN | φ200×5mm×32mm | 50-150 |
| آهن ریخته | کاربید تصلیب شده (YG6X) / CBN | φ250×6mm×50mm | 30-100 |
| چدنی فولاد (HRC>50) | CBN / سرامیک (Al₂O₃) | φ120×2mm×20mm (دقت بالا) | ۱۰۰-۳۰۰ |
| آلیاژ آلومینیوم | الماس (PCD) / فولاد سرعت بالا (پوشش TiN) | φ300×4mm×50mm (سرعت بالا) | ۲۰۰-۵۰۰ |
| لغزش فلزی تیتانیوم | سرامیک (Si₃N₄) / CBN | φ180×3mm×25mm | 20-50 (نیازمند سردکنی) |
نگهداری و احتیاطها
مهمترین موضوع در فرآیند برش فلز، سردکنی است (با استفاده از سردکنی آبی یا روغنی) تا
جلوگیری از بخار شدن لبه بریدن که ممکن است به عملکرد بریدن و طول عمر آن تأثیر بگذارد
لبه بریدن.
در حین استفاده معمولی، برای لبههای بریدنی با قطر بزرگتر از 200 میلیمتر، تعادل دینامیکی انجام شود
بیرون.
برای وظایف بریدنی با نیاز به دقت بالا، حداقل یک بار در هفته تعادل دینامیکی انجام شود و اندازهگیریها یک بار در روز انجام شود.
اندازهگیری باید یک بار در روز انجام شود.
مرجع طول عمر
فولاد سرعت بالا: 50 تا 200 ساعت (بستگی به سختی فلز)
کربید صلب: 200 تا 500 ساعت (طول عمر ابزارهای پوششدار 30٪ افزایش مییابد)
CBN / سرامیک: 500 تا 1000 ساعت (در سناریوهای بریدن دقیق)
فرآیند سفارشی سازی








