EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 SQ
SQ
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MK
MK
 KA
KA
 UR
UR
 BN
BN


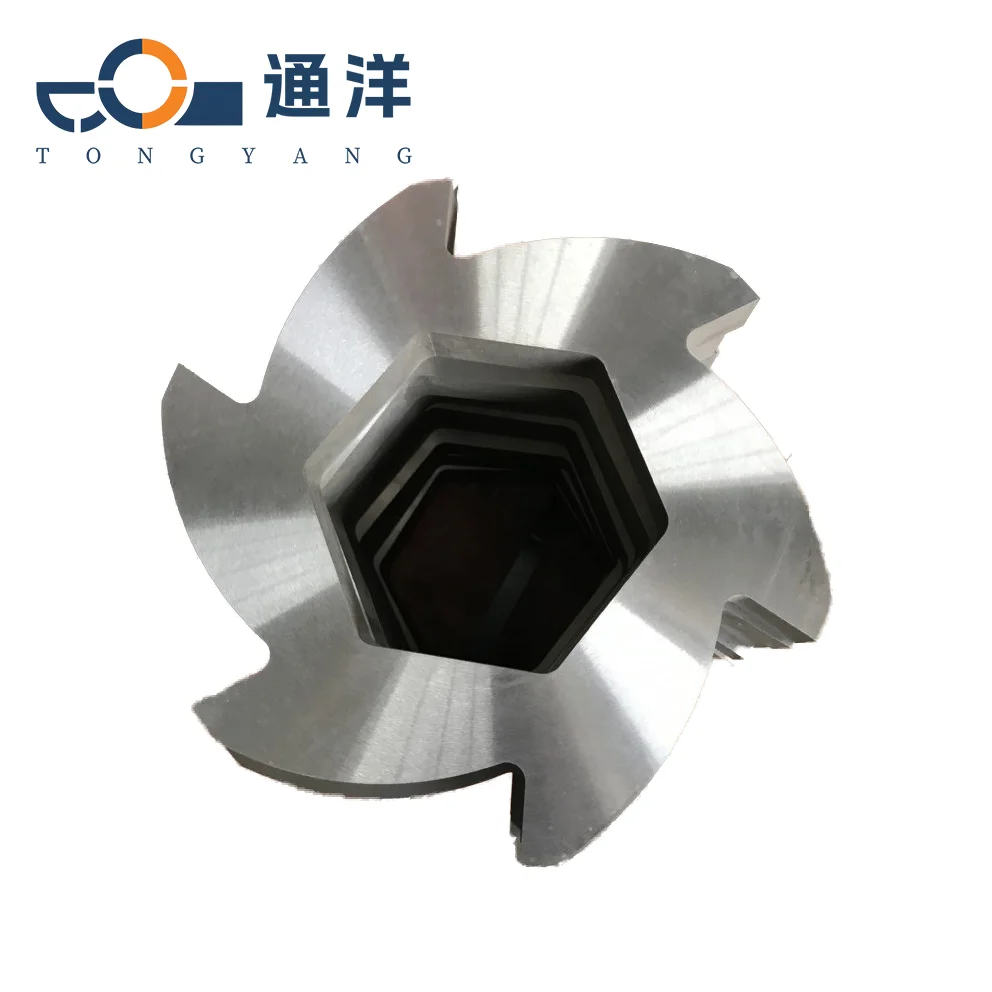





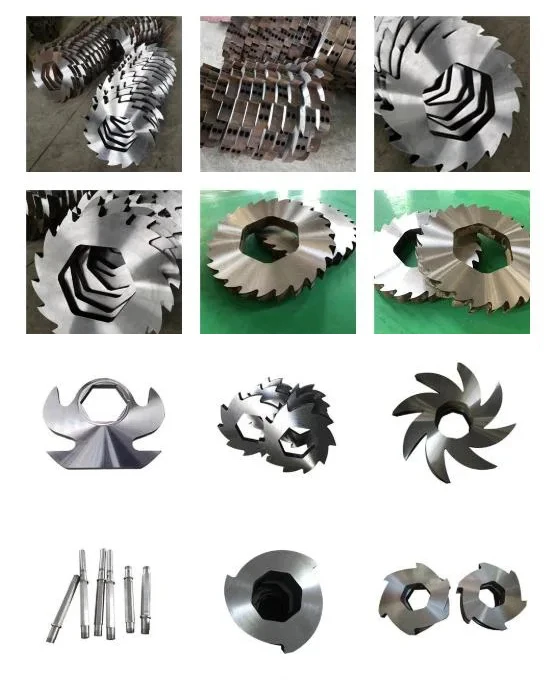






Лезија на двооскиот шредер
- Пregлед
- Сродни производи
Производи Опис

| Место на порекло | Аанхуие, Мансхан |
| Состојба | Нов |
| Материјал | 9crsi, d2, h13 и други |
| Апликација | шредирање и дробење |
| Тврдост | 55-63hrc |
| Пакување | дрвена кутија |
| Димензии | Порачано |
| Бранд | TY |
| Гаранција | 1 Година |
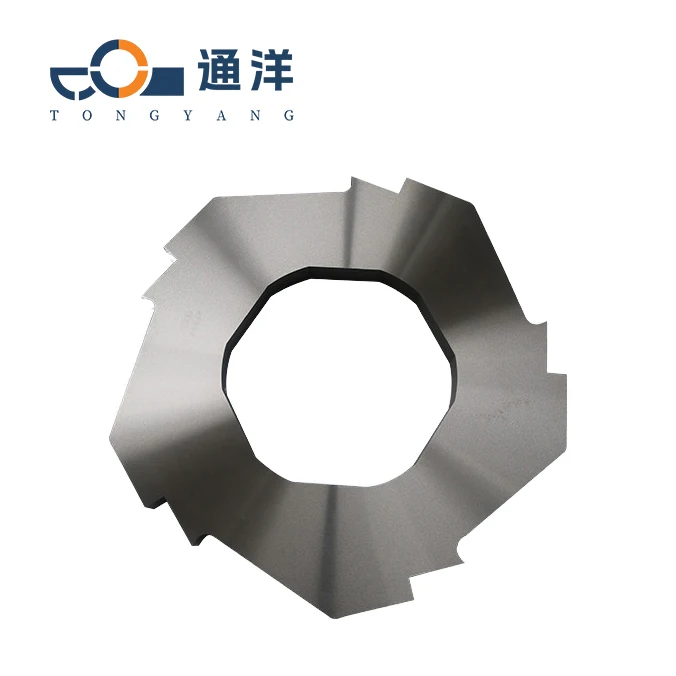
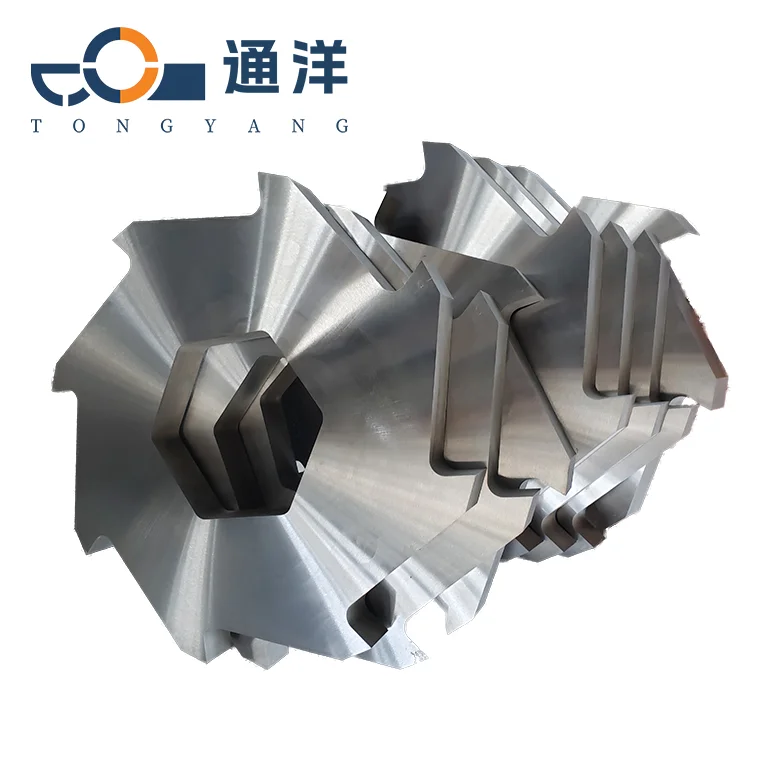
Дизајнот на бројот на зъби, обликот на зъбовите, дефинира големината и големина на
лезијата на двосоставниот шредер е клучен фактор за да се постигне
1.Големина на шредирани честици од различни материали
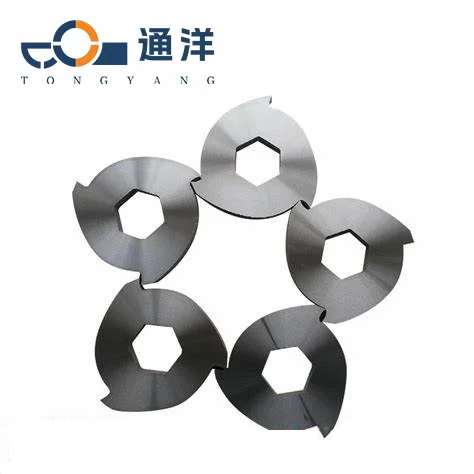
Број на зубови и размак меѓу зубовите: Со голем број на зубови и мали размак помеѓу
зубовите: Точките за сечење на лезијата се густи, што е соодветно за fino дробење (на пр. пластмасни делови и метални строгали). Кrajниот производ има равен и fin particle size (обично ≤ 50mm).
фрагменти и метални строгали). Крајниот производ има еднаква и мала честична величина (обично ≤ 50mm).
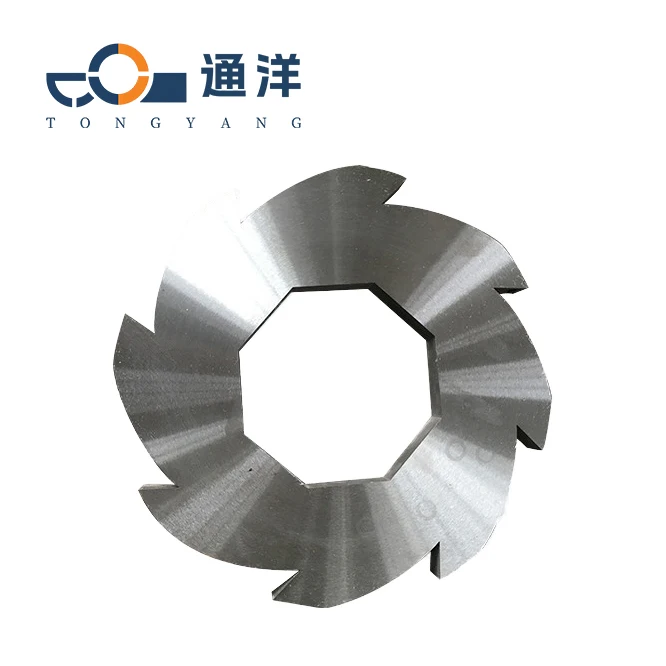
Со мал број на зубови и голем размак помеѓу зубовите: Лезиjата формираат
голем кусур за гризнење, што е соодветно за grob дробење (на пр. големи делови од дрво и гумени тирови).
частицата големината на кrajниот производ е relativno голема (може да стигне 100 - 300mm).
2.Функцијата на дебелината на клинот
Дебели клинови (≥20mm): Дебели клинови (≥20mm): Имаат висока снага и јако одупривање на удар.
Приклопени се за дробење на тврди материали (како што се метали и стакло), намалувајќи ризикот од деформација
или сечење.
Тани клинови (≤15mm): Крајниот дел е остр, со ниска сечна резистенција. Приклопен е за меки
Материјали (како што се хартија и платно), што може да подобри ефикасноста на дробењето.
Дизајн логика : Правете го паритетот меѓу дебелината и тврдоста на материјалот за да се балансира одупривата и
Енергија потребление.
3.Влијанието на размерите на лезијата (прекина/широчина)
Големи лезија: Зголемуваат областа за сечење и се прилагодуваат за обработка на материали со голем обем
(такви како користена мебела и автомобилски олезнини), што зголемува јаземот на обработка.
Мали лезија: Можат да постигнат високи брзини на вртење и се прилагодуваат за сценариуми кои
треба треба да се извршуваат тонско дробење или брзо циклирање (така како рециклирање на електронски отпад).
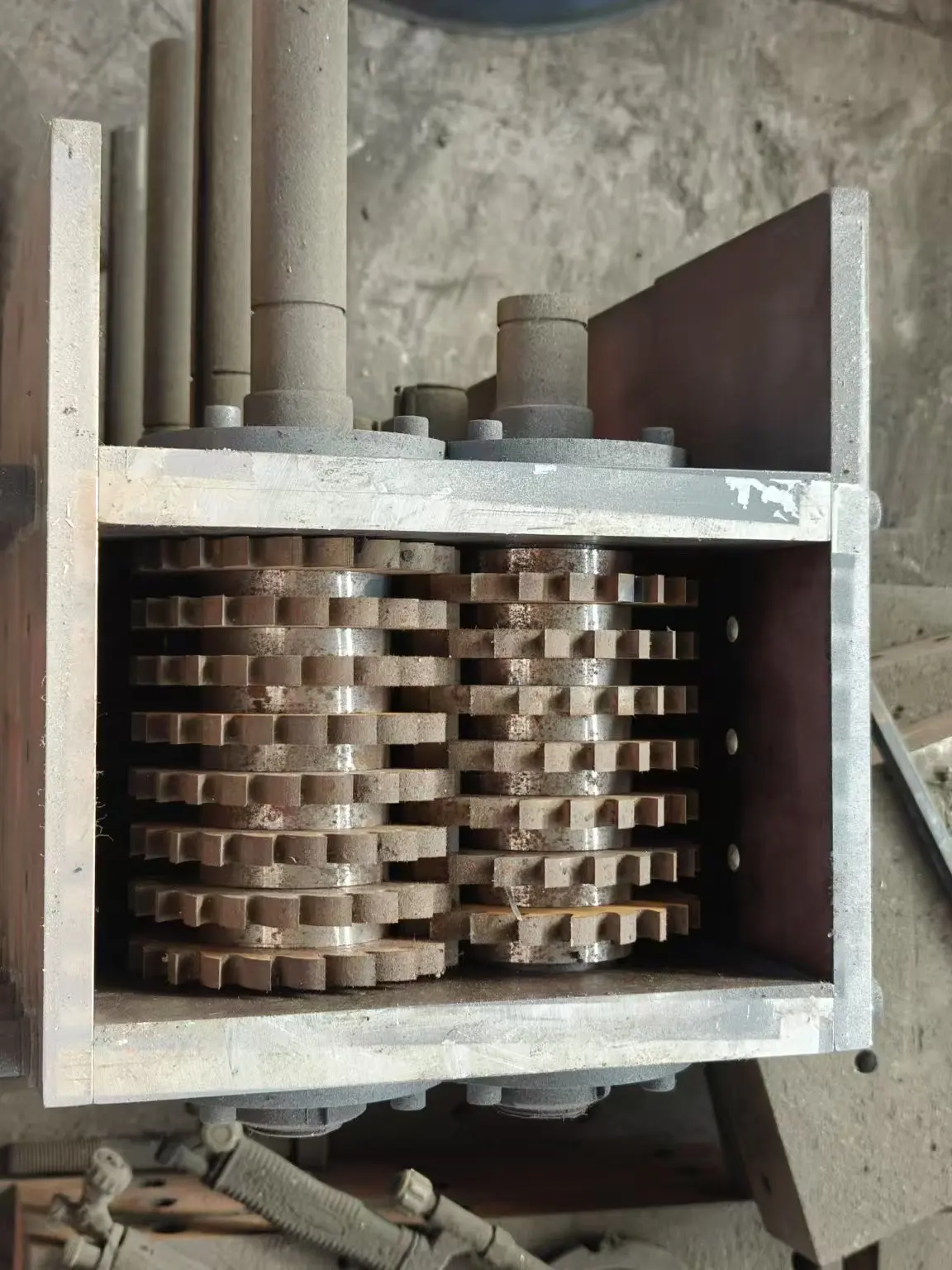
Прилагодување на размакот помеѓу валовите : Нејзиниот дизајн со два осни лезија (обично, растојанието помеѓу осите е
1.2 - 1.5 пати дијаметарот на лезијата) го определува волуменот на камера за дисanje и материјалот
проходна способност.
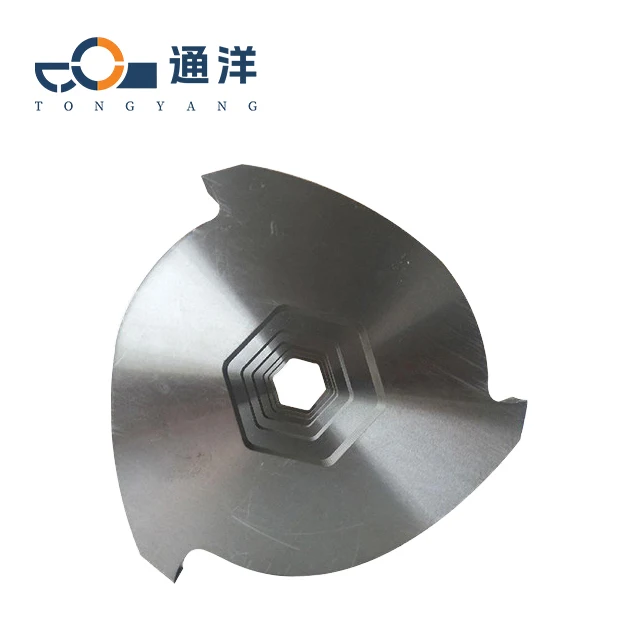
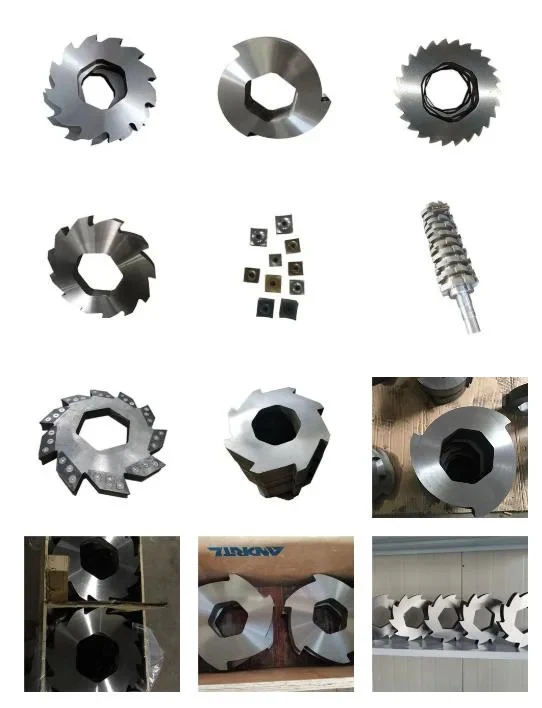
4.Оптимизација на обликот на зъбовите и површинска тракција
Заглавен облик / Волчји зъби: Подобрува способноста за грабење на материјал и се користат
за влакнисти материјали (како каучук и пластмаси).
Гладки секачки ивици: Се намалува заплетувањето на материјалот и се користат за лепливи материјали
(како хрански отпадоци).
Површинско отопување/обвивка: Подобрува тврдоста (HRC 55-62) и го продужува носењето на износ
особено за тврди материји.
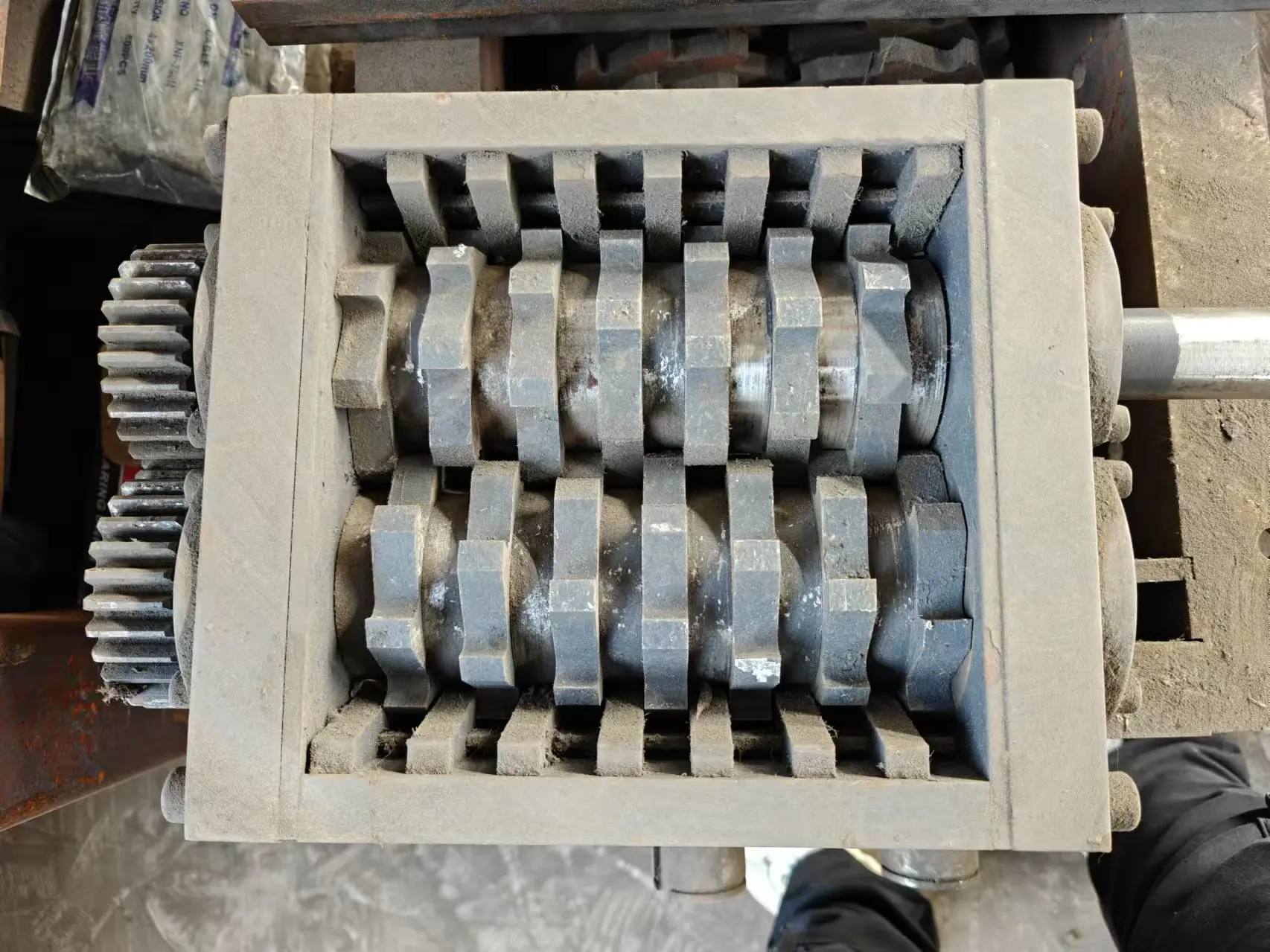
5.Примери за примена во сценариумите
| Тип на материјал | Параметри на клин (пример) | Големина на честичките на завршен производ |
| Бочки од отпадни метали | 4 зъби, со дефинција од 30mm и диаметар од 400mm | 100-150mm |
| Кутија за превоз на пластмаса | 8 зubi, со дебелина од 15mm и диаметар од 300mm | 30-50mm |
| Градски отпадоци | 12 зubi, со дебелина од 20mm, и зазубрена форма. | 20-30mm |
Ефект Дисплеј