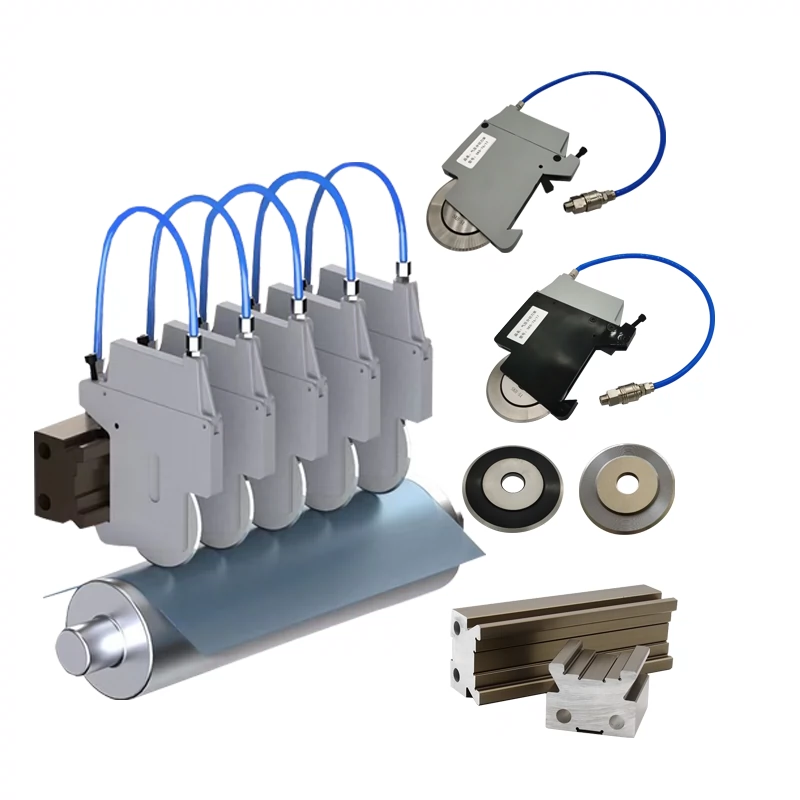



Kör alapú gumi és plastik termékek
- Áttekintés
- Kapcsolódó termékek
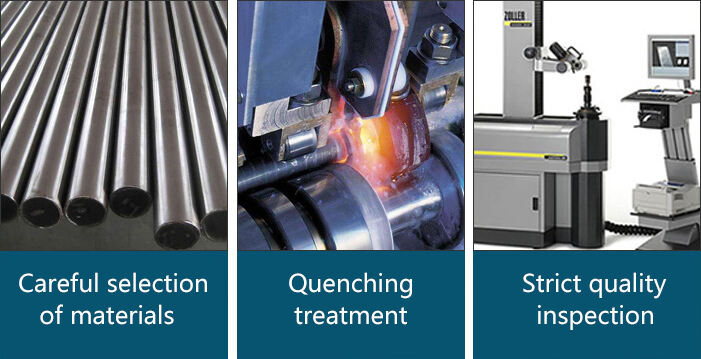
Anyag kiválasztás
| Anyagok | Tipikus fokozatok | HRC | A tulajdonságok |
| Nehányzó acél | 440C, 304 | 58-60 | Részbetegszéttel (PVC-tartalmú plasticizeres anyagokra és szilikongumira alkalmas), éles vágójelű, és nem ragadós aanyagokra. Alkalmas puha gumira (például zárócsíkok) és filimekre (PE/PP). |
| Nagy sebességű acél (HSS) | M2, M42 | 63-66 | Niőgénellenálló, és jó kenyerességgel rendelkezik. Közepes merevségű plastikanyagokra (ABS, PS) és szálbeszúrt gumi anyagokra (például szállítógördülékre) alkalmas. Magas sebességű vágás közben nem rohan el a vágójel. |
| Fémhorgony (tungsten acél) | YG6, YG10 | 89-92 | Ultra-magass sebességgel rendelkezik, keményített és impulzusellenes. Alkalmazható kemény szilikonokra (PC, nylon) és több rétegből álló összetett gumiakra (műanyag sávok). A vágóél hasznossága legalább 5-ször nagyobb, mint a gyorssebességű acél esetén. |
| eszköz-acs | SKD11, Cr12MoV | 60-62 | Alacsony költsége van, és alkalmas általános gumira (EPDM) és puha PVC-re. Rendszeresen kell élszúrni (valójában körülbelül 100-200 óráig tart a használati idő). |
Nem fém anyagból
Ceramika (Alumíniumoxid / Cirkóniumoxid)
Jellemzők: A keménysége HRA 90 felett van. Éles burkolat nélkül, kémiai inerciával (anyagokhoz nem ragadós).
viszonylagosan törékeny.
Alkalmazási területek: Pontosságú műanyag részek (orvosi katéterek, optikai filombok), valamint szilikon gumivágás.
CVD/PVD felületi lemezek
Jellemzők: Gyorsvas alap anyag / cémentumkarbide + TiC/TiAlN revédbár. A merevesség növekszik
HRC 70 felett, ami csökkenti a súrlódást és korroziónyugtató.
Alkalmazási esetek: Gyors vágás (> 500m/perc), például az autóipari zárolócsíkok gyártási sorban
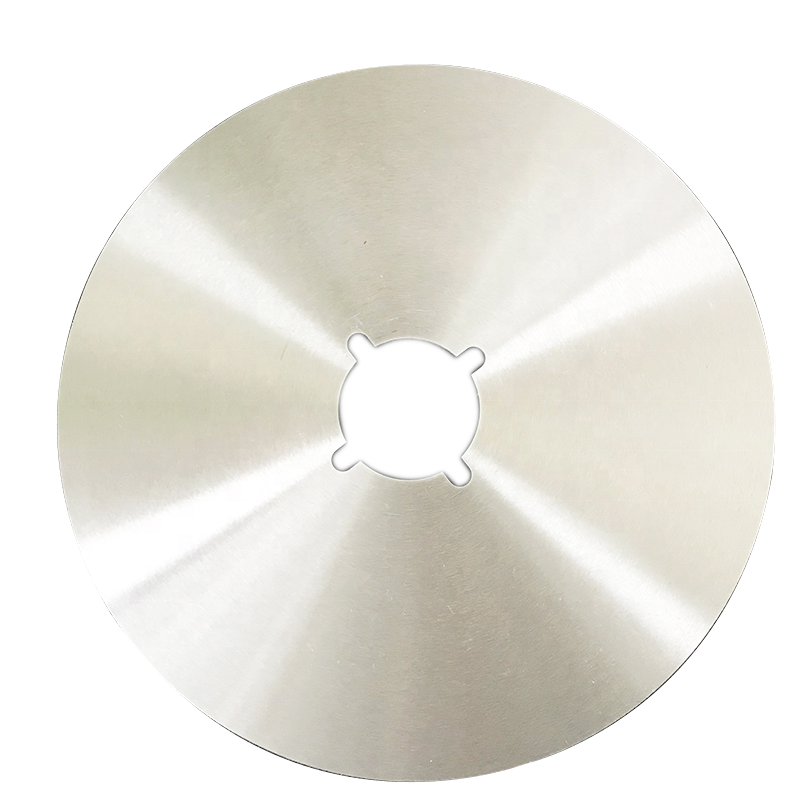
Típus kiválasztása

Méret osztályozás
| Szabályozás | Méret | alkalmazás |
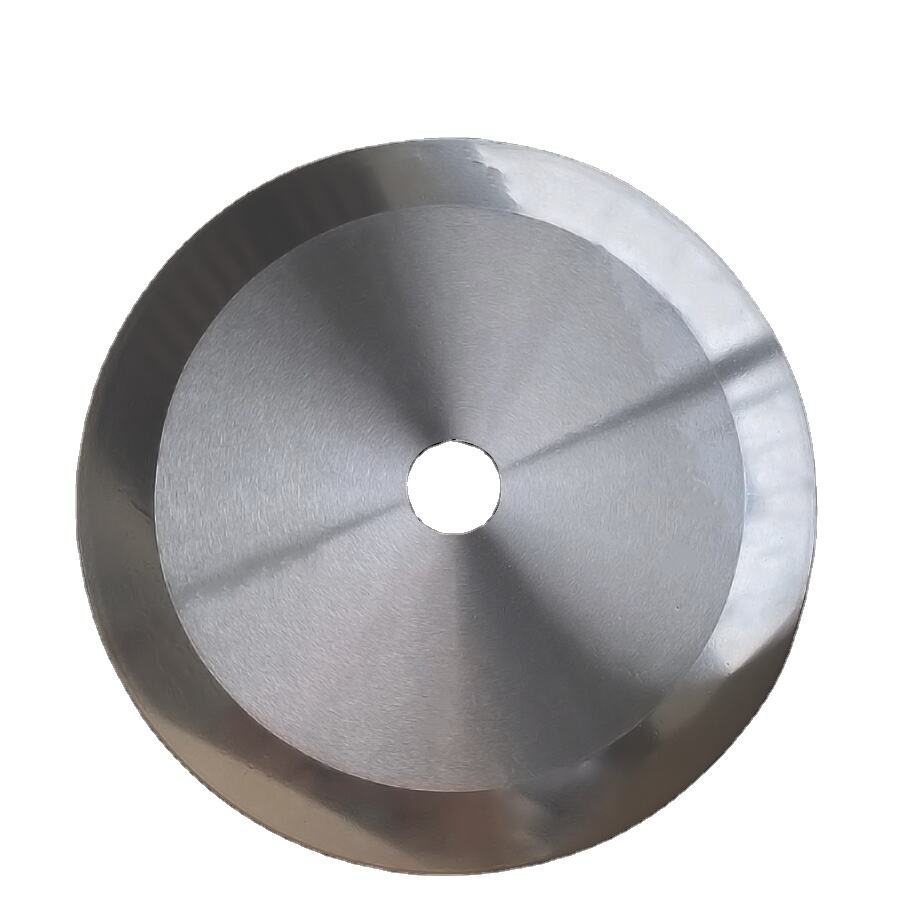
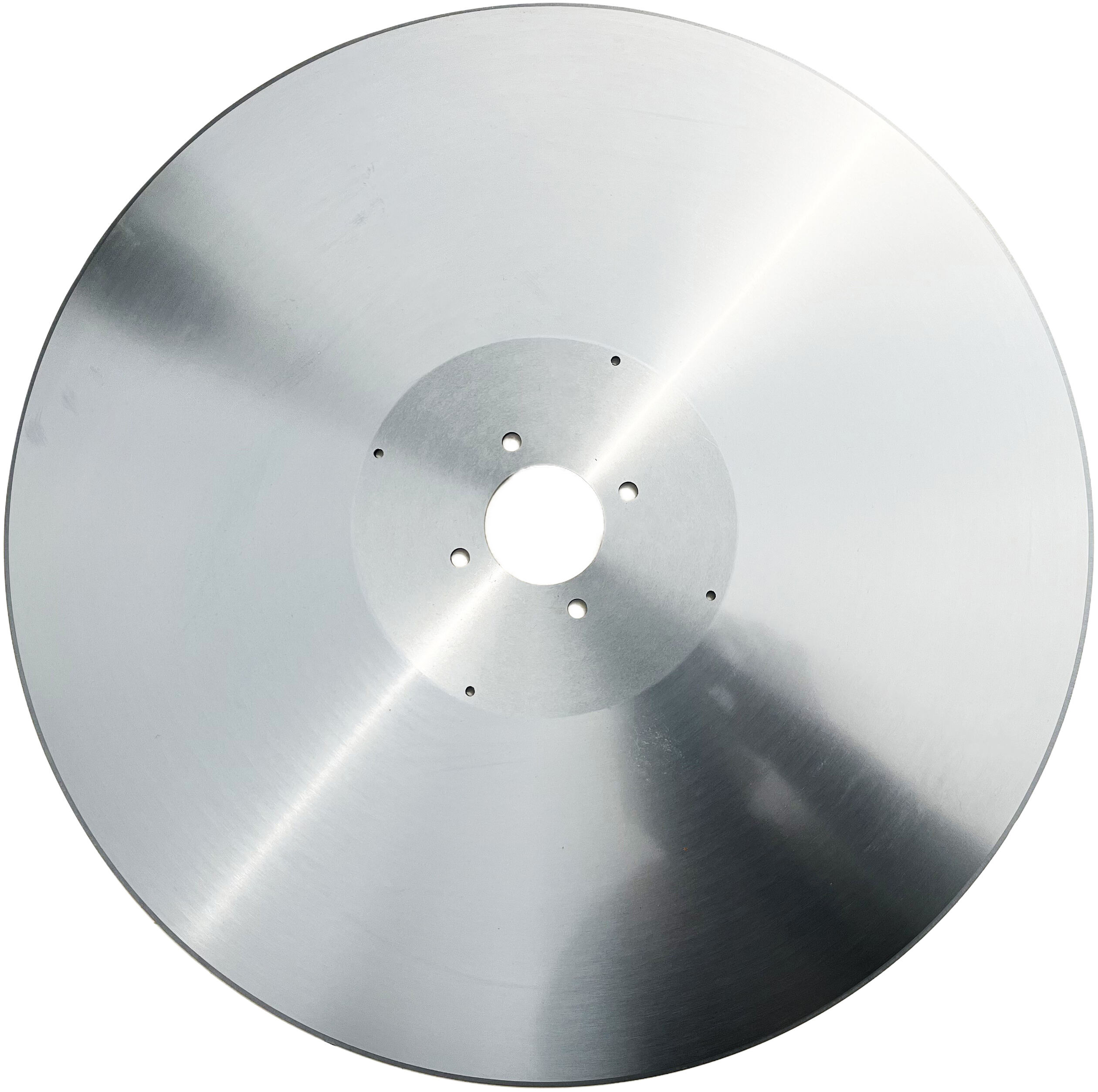
| Átmérő (φ) | φ50mm - φ500mm (Testre szabva a keresletnek) | φ100mm (Részvágás), φ300mm (Gumi lap vágása) |
| Vastagság (T) | 0,5mm - 6mm (A vastagság befolyásolja a vágási ellenállást) | 1mm (Lapos gumik), 3mm (Kemény plastika) |
| Lyuk átmérője (d) | φ15mm, φ25mm, φ40mm (Illeszkedik az eszköz fali szakaszához) | φ25mm (Szabványos reszselő gép) |
| Vágóél szöge | 10°-25° (Egy éles szög csökkenti anyag nyúlásának deformációját) | 15° (Lapos gumik), 20° (Kemény plastika) |
Modell osztályozása
| Modell | Átmérőtartomány | Vastagság | Vágóél tervezése | Tipikus alkalmazások |
| Gumi vágókés | φ150 - φ400mm | 2 - 4mm | Simán szélű \ Mikroszürke szélű | Gumi csavarok (Zárolócsíkok, kerékoldalak) |
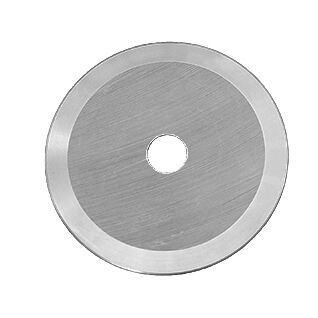
| Rugófilm vágókés | φ80 - φ200mm | 0.8 - 2mm | Tükrös szél (Ra ≤ 0.4μm) | PE\PP filisek, optikai osztályú PET |
| Kör alakú kés hardesztanyos anyagokra | φ200 - φ500mm | 3 - 6mm | Lépcsős élapát / Ferde élapát | Vágás polikarbonát táblákra és acrilikus táblákra |
| Pontossági vágókés | φ20 - φ100mm | 0.5 - 1.5mm | Rendellenes él (Hullámos, fogaskerékpárhasonló) | Gumi záras körök, műanyag csuklós záradékok |
Speciális tervek (szabályozott követelmények) - Cseszélyes él: A fogok távolsága 0,5-2 mm (például 30 fog/incek),
ami megakadályozza a sima plastikus anyagok (például PTFE) csúszását. - Spirális él: 3°-10° spirális szög, ami csökkenti
a vágási ellenállást (széles gumilapokra alkalmas). - Üres él: Víz jár át bennük a hűtés céljából,
(például a poliuretan gyors sebességen történő vágásakor felmerülő hő elszórása).
Karban tartás és hasznossági élet
Él íjítási ciklus: Részecskevaszt (80 - 150 óra) < Gyorsvas (200 - 300 óra) < Cémentumkarbid (500
- 1000 óra)
Antihajló kezelés: Rendszeresen karbantartani szilikonolajjal vagy PTFE réteggel (azokra az anyagokra, amelyek könnyen hajlanak)
Tényezők, amelyek befolyásolják a hasznossági életet: Az anyag merevsége (például a szivacsvezetékkel ellátott plasztikai anyagok gyorsabban mozdulnak ki),
a vágóél hegyessége (egy homályos él anyagtúrást okoz), és a berendezés feszültsége (nem egyenletes feszültség)
okozza a kesztyű egyenletesen nem történő摩erését)